Допуски калибров
В производстве взаимозаменяемых подробностей не все калибры играются однообразную роль и имеют не одно да и то же назначение.
Для проверки цилиндрических подробностей контролёрами и рабочими используются рабочие калибры: проходной Р-ПР и непроходной Р-Не. Для приемки изделий клиентом от завода-поставщика используются приемные калибры, т. е. изношенные до известных пределов рабочие калибры.
Их соответственно обозначают приемный проходной (П-ПР) и приемный непроходной (П-НЕ).
Проверка калибров осуществляется контрольными калибрами. в первых рядах их условного обозначения постоянно стоит буква К, а следующие буквы повторяют наименование тех калибров, для которых они используются.
Так, к примеру, обозначение К-РП относится к проходному контрольному калибру, предназначенному для контроля снова изготовленного проходного рабочего калибра; К-ИЕ — обозначение проходного контрольного калибра для контроля рабочего непроходного калибра. К-И — это непроходной контркалибр для контроля износа приёмных стороны и проходной рабочих калибров.
Существуют еще калибры К-П. Это — проходные контркалибры для приемного проходного калибра.
В случае если контркалибр К-П входит в проходные стороны рабочих калибров, то они смогут быть переведены в приемные калибры, как достаточно изношенные для данной цели.
Обрисованный порядок применения калибров установлен совокупностью допусков для предельных калибров по ОСТ. Не считая него эта совокупность устанавливает размеры новых калибров и контркалибров, допуски на их изготовление, размеры, при которых калибры должны браковаться по износу, и схему размещения всех этих размеров довольно номинальных размеров производственной подробности.
Допуски на неточность изготовления калибров в большинстве случаев задаются так, дабы тело проходной стороны имело припуск на будущий износ.
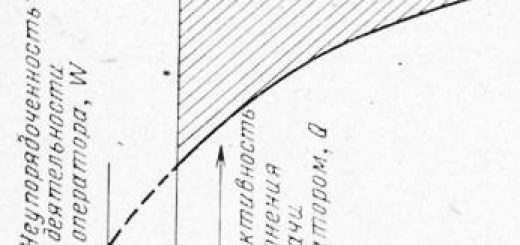
Размещение полей допусков для калибров и контрольных калибров по ОСТ дано на рис. 1. Заштрихованные поля на протяжении показывают размещение допусков на износ, а заштрихованные поля наклонно — допуски на изготовление.
Как видно из фигуры, допуски . на изготовление и большинство допусков на износ у рабочих калибров-пробок лежат в плюс от номинального размера калибра, т- е. проходная сторона больше, чем мельчайший размер отверстия. У калибров-скоб эти допуски находятся в минус от номинального размера, т. е. скоба немного меньше, чем громаднейший размер вала.
Такое размещение допусков увеличивает продолжительно* вечность калибров при мельчайшем отклонении их размеров от но минальных.
Для непроходных калибров допуски на износ не устанавливаются, поскольку такие калибры не входят в подробность, и, следовательно, изнашиваться не должны.
")
Рис. 1. Допуски ровных калибров (схема для классов 1—3).
Номинальные размеры калибров определяют по таблицам ОСТ 1010—1015, 1022—1025, 1042—1043 и 1069; числовые же значения допусков на изготовление и износ смогут быть забраны из ОСТ 1201—1220. ^
Пара по-иному строится совокупность предельных калибров для высоты и глубины подробности. Эта совокупность установлена ГОСТ 2534—44.
В соответствии с данной совокупности, та сторона рабочих предельных калибров, которая соответствует громаднейшему предельному размеру, обозначается буквой Б (громадная), соответствующая меньшему предельному размеру — буквой М (меньшая).
Поля допусков на износ и изготовление находятся симметрично довольно предельных размеров подробности. Поля, указанные буквами А-Б и А-М, изображают поля допусков калибров, используемых в спорных случаях.
Предельные отклонения всех типов калибров для длины и высоты выбираются из таблиц ГОСТ 2534—44, охватывающих допуски подробностей от 4 по 9 классу точности. ГОСТ 2534—44 предусматривает и совокупность контрольных калибров либо выработок, соответственно обозначаемых К-Б и К-М.
Каким же образом устанавливаются допуски на комплексные калибры?
Госстандарта совокупности допусков на комплексные калибры нет и во многих случаях эти допуски устанавливаются в зависимости от условий производства. Сейчас были созданы соответствующие проекты ГОСТ, которыми и пользуются для назначения допусков.
Рис. 2. Допуски листовых калибров для высоты и длины.
Рис. 3. Поля допусков у профильных калибров.
Допуски на калибры для перпендикулярности, соосности-и для межосевых расстояний устанавливаются по особым таблицам в зависимости от допуска на подробности. Существует 8 последовательностей точности аналогичных калибров.
Таким же, примерно, образом устанавливаются и допуски на шлицевые калибры.
Совокупность допусков на профильные калибры предусматривает допуски для двух видов калибров: для калибров, осуществляющих контроль на просвет, и для калибров, осуществляющих контроль на касание.
Более распространен первый вид калибров. Калибры первого вида выполняются с профилем обратным профилю подробности и признают ее годной, в случае если зазор между профилями калибра и изделия не превышает определенной величины, оцениваемой на глаз либо посредством щупа.
Калибрами же, трудящимися на касание, пользуются следующим образом: их накладывают на подробность и, совмещая профили, сравнивают последние линейкой. Схемы размещения допусков и одного, и другого вида калибров приведены на рис.
3. Как видно из фигуры, в качестве номинальных размеров калибров помогают громаднейшие размеры подробности. Допуски калибров для контроля на просвет и калибров, трудящихся на касание, направлены в тело калибра и, следовательно, их символы (+ либо —) противоположны для каждого из видов калибров, кроме того в том случае, если ка-либры предназначаются для одного и того же профиля подробности.
Величины допусков определяются по таблицам и у линейных и угловых размеров примерно равны 10%, для радиусов 20—40% допуска подробности.