Фрезерование винтовых канавок
Нарезание винтовых канавок есть одной из сложных операций, делаемых посредством делительных головок. При фрезеровании винтовых канавок фреза приобретает стремительное вращательное перемещение, определяющее скорость резания.
Обрабатываемая заготовка имеет сложное перемещение — медленное вращательное перемещение около собственной оси и согласованное с ним поступательное перемещение на протяжении оси. левые канавки (и Винтовые правые) возможно фрезеровать концевой фрезой и на вертикально-фрезерном Станке и дисковой фрезой на горизонтально-фрезерном станке.
Дисковыми фрезами возможно фрезеровать винтовые канавки кроме этого на намерено приспособленных вертикально-фре-зерных и бесконсольно-фрезерных станках с применением поворотной головки. Данный способ целесообразно использовать при фрезеровании винтовых канавок с громадным углом подъема, и канавок на крупногабаритных заготовках.
Настраивая универсально-фрезерный станок и делительную головку для фрезерования винтовых канавок, направляться:
1) выяснить направление поворота и величину угла стола станка;
2) выяснить число зубьев сменных шестеренок, снабжающее заданное вращение обрабатываемой заготовки.
")
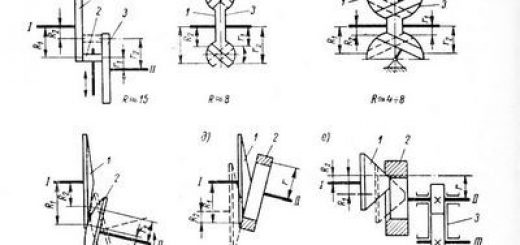
Рис. 1. Зубчатые муфты
При таких условиях ось дисковой фрезы будет расположена перпендикулярно к развертке винтовой линии.
Угол со поворота стола отсчитывают по градусным делениям на лимбе поворотной части стола. Более правильного отсчета и не нужно, поскольку маленькое отклонение угла поворота стола ведет к весьма малому трансформации формы поверхности винтовой канавки.
При фрезеровании винтовой канавки концевой фрезой стол станка должен быть установлен в простом положении. При повороте стола нужно учитывать направление винтовой канавки обрабатываемой заготовки.
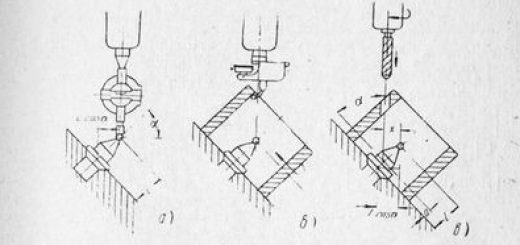
Для фрезерования левой винтовой канавки стол поворачивают по часовой стрелке, как продемонстрировано на рис. 2, а. Для фрезерования правой винтовой канавки стол поворачивают против часовой стрелки (рис.
2, б). В случае если винтовая канавка левая, то установку сменных шестеренок создают по схеме I, в случае если правая — по схеме II.
Рис. 3. Направление поворота стола при фрезеровании винтовых канавок
Рис. 4. Направление вращения фрезы и при фрезеровании зубьев фрезы заготовки
Фрезерование зубьев цилиндрической фрезы с винтовыми канавками. Требуется настроить делительную головку для нарезания зубьев цилиндрической фрезы диаметром D = 100 мм, z = 12, угол наклона винтовых канавок р = 30°, винтовая канавка левая.
Передний угол у = 15°. Фрезерование винтовых канавок треугольного профиля направляться создавать двуугловыми дисковыми фрезами. В этом случае берем дву-угловую несимметричную фрезу с углом 0— 55°, что складывается из двух неравных углов — большего 40° и меньшего 15°.
Меньший угол соответствует переднему углу нарезаемой фрезы.
На рис. 3, а , 6 продемонстрировано направление вращения фрезы и обрабатываемой заготовки при фрезеровании правой и левой винтовых канавок фрез. На рис. 4 продемонстрирована установка заготовки для фрезерования винтовых канавок.
Обрабатываемая заготовка укрепляется на оправке в центрах делительной головки.
Фрезерование затылка зуба создают цилиндрической либо торцовой фрезой при помоши вертикальной накладной головки, установленной на универсально-фрезерном станке. Наладку делительной головки и поворот стола создают, как и при фрезеровании винтовой канавки, двуугловой фрезой.
Фрезерование затылка зуба возможно произвести той же самой двуугловой фрезой, которой была профрезерована винтовая канавка. Для этого нужно опустить стол на такую величину, дабы вращающаяся двуугловая фреза не касалась обрабатываемой фрезы, и переместить стол в поперечном направлении.
После этого развернуть обрабатываемую заготовку на угол, равный углу между затылком зуба и спинкой (рис. 5).
После этого поднять стол на такую высоту, для получения заданной величины спинки зуба фрезы. Ширина затылка зубьев устанавливается способом пробных проходов.
Приемами, как и при обработке канавки, произвести фрезерование затылка остальных зубьев.
Рис.154 Установка заготовки при фрезеровании винтовых канавок
Фрезерование зубьев косозубых цилиндрических шестеренок. Фрезеруют зубья косозубых цилиндрических шестеренок равно как и винтовые канавки, на универсально-фре-зерных станках дисковыми либо пальцевыми модульными фрезами.
В случае если известен диаметр d начальной окружности зубчатого колеса и угол наклона зубьев, то ход винтовой канавки возможно выяснить из формулы (14). В большинстве случаев на чертеже косозубого зубчатого колеса показывают: т — обычный модуль, z — число зубьев, Р — угол наклона зубьев колеса к оси. Тогда р _ nmz ~ imp”’
Угол поворота стола равен углу наклона зубьев колеса. Передаточное отношение а сменных шестеренок определяется по формуле (12).
установка и Подбор сменных шестеренок производится равно как и при фрезеровании винтовых канавок.
Рис.5. Фрезерование затылка зуба двуугловой фрезой
Фрезерование червяков дисковыми модульными фрезами. Ход винтовой канавки червяка Р определяется по формуле
Угол наклона винтовой канавки р и угол подъема со связаны известным соотношением.
Фрезерование кулачков с профилем по архимедовой спирали. Плоские (дисковые) кулачки, используемые в токарных других машинах и автоматах, имеют участки профиля, очерченные по спирали Архимеда.
На рис. 156, а продемонстрирован кулачок, рабочий профиль которого представляет собой один полный виток спирали; размер Р именуется шагом спирали.
Во многих случаях профиль кулачка имеет несколько спиралей с различным шагом, сопряженных между собой прямыми и дугами окружностей линиями. Так, к примеру, кулачок на рис.
156, б имеет неполную спираль 1—2, охватываемую стоимостей тральным углом фь и спираль 3—4, охватывае мую углом ф2. Расстояния /j, и h2 назьи подъемом спирали на участках, соответствующих центральным углам ф, и ф2. В случае если известен подъем спирали h и соответствующий ему центральный угол ф, то ход спирали Р возможно выяснить по формуле
В большинстве случаев центральный угол, охватывающий центральный участок, задается не в градусах, а в сотых долях полной окружности, т. е. при построении профиля кулачка из его центра выполняют не 360 лучей (360°), а 100 лучей.
Рис.6. Плоские кулачки
Как правило фрезерование спиралей производится концевыми фрезами на горизонтально-фрезерных станках, закрепляемыми в поворотном шпинделе накладной фре зерной головки. Обрабатываемый кулачок цент рируют и закрепляют на консольной оправке установленной в шпинделе делительной головки.
При фрезеровании кулачков оси шпинделей фрезерной и делительной головок неизменно рас положены параллельно. В случае если шпиндель голов ки установлен вертикально (рис.
7, а), то пере даточное отношение и сменных шестеренок сменные шестеренки гитары (не поставлено промежуточное зубчатое колесо либо, напротив, его нужно снять).
2. Неверный ход винтовой канавки. Обстоятельство — неправильно подобраны сменные шестеренки либо неверно установлены (перепутаны местами) ведущие и ведомые шестеренки.
3. Количество канавок не соответствует числу, указанному на чертеже. Обстоятельство — неправильно произведено деление.
4. Неравномерный ход канавок. Обстоятельство — неосторожность в отсчетах при делении.
5. Неверный профиль либо размеры канавок по глубине и ширине. Обстоятельства — неправильно выбрана либо установлена фреза по глубине либо в поперечном направлении, неточен отсчет угла поворота стола.
Рис. 8. Схема фрезерования реек на горизонтально-фрезерном станке
6. Низкий класс шероховатости обработанной поверхности. Обстоятельство та же, что и при обработке канавок и многогранников.