Фрезерование металла
Фрезерованием именуют операцию механической обработки резанием, при которой многолезвийный инструмент — фреза — имеет вращательное (основное) перемещение, а обрабатываемая заготовка — поступательное (перемещение подачи). Перемещение подачи возможно направлено против вращения фрезы либо в направлении вращения фрезы (фрезерование по подаче, попутное — рис.
1, б). В некоторых случаях заготовка остается неподвижной, а фрезе сообщается кроме этого и перемещение подачи.
")
Рис. 1. Фрезерование против направления подачи и по направлению подачи
Фрезерование есть одним из высокопроизводительных и распространенных способов обработки резанием; его используют для получения плоских либо профильных (фасонных) ровных поверхностей, рифленых поверхностей, пазов, канавок, изготовления шестеренок и пр.
По форме зуба фрезы бывают с прямыми и с винтовыми зубьями. По форме задней поверхности зуба фрезы бывают затылованные и незатылованные (остроконечные).
По технологическому показателю фрезы делятся на следующие:
а) фрезы для обработки плоскостей — цилиндрические и торцовые;
б) фрезы для получения пазов и шлицев — дисковые, пазовые, концевые, одноугловые, двуугловые, Т-образные;
в) фрезы для получения фасонных поверхностей — фасонные, дисковые, модульные, червячные;
г) фрезы для разрезки металлов — отрезные (пилы круглые).
Рис. 2. Схема фрезерования цилиндрической фрезой
Любой режущий зуб фрезы имеет такие же элементы, как и резец (рис. 2, б) либо каждый режущий инструмент, и, врезаясь в металл, снимает стружку.
Целый припуск заготовки возможно поделить на части, последовательно срезаемые зубьями фрезы (рис. 2, а). Эти части ограничены однообразными циклоидальными поверхностями и имеют переменное сечение.
Легко видеть, что при фрезеровании любой зуб фрезы трудится иногда. Это — значительная изюминка фрезерования, .выгодно отличающая его от вторых видов обработки (к примеру, точения либо сверления), где режущие части инструмента нагоужены в поонессе оезания непоеоывно.
Рис. 3. Цилиндрическая фреза с винтовым зубом
Рис. 4. Торцовые фрезы
Рис. 5. Фрезы: а— шлицевая; б — дисковая; в—концевая
Рис. 6. Угловые фрезы: а — одноугловая; б — двухугловая
Рис. 7. Т-образная фреза
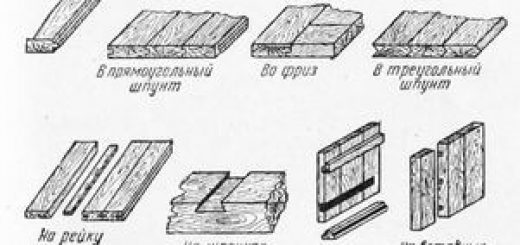
Шлицевые, дисковые и концевые фрезы используют для получения прямолинейных пазов и шлицев. Шлицевые фрезы имеют режущие кромки лишь по образующей цилиндра. Дисковые фрезы изготовляются в большинстве случаев трехсторонними с режущими кромками по образующей цилиндра и по обоим торцам.
Концевые фрезы имеют режущие кромки на торцах и на цилиндрической образующей. На рис. 4, в приведена концевая фреза новатора В. Я. Карасева.
Фрезы Карасева имеют неравномерное размещение зубьев по окружности, что существенно сокращает вибрации, появляющиеся при резании, разрешает повысить режимы резания и существенно уменьшить главное технологическое время.
Рис. 8. Фасонные фрезы
Рис. 9. Модульные фрезы
Рис. 10. Червячная фреза
Одноугловые и двухугловые фрезы используют чтобы получить канавки разного профиля. Такие канавки фрезеруются у режущих инструментов (фрез, зенкеров, разверток и т. д.) и в некоторых подробностях.
Т-образные фрезы используют для получения соответствующих пазов, в основном у столов металлорежущих станков.
Фасонные фрезы приведены на рис. 7. Задняя поверхность фасонных фрез затылована (выполняется по архимедовой спирали); переточка фрез производится лишь по передней поверхности, причем профиль зуба не нарушается.
Модульные фрезы, дисковые и пальцевые, используются чтобы получить зубы шестеренок. Любая фреза пригодна чтобы получить зубы лишь данного зубчатых колёс и модуля только одного определенного промежутка количества зубьев, к примеру, от 17 до 20 зубьев, от 21 до 25 зубьев и т. д. (теоретически любая модульная фреза пригодна только для нарезания зубчатого колеса с определенным числом зубьев); исходя из этого модульные фрезы изготовляются наборами из 8 либо 15 штук.
Переточка модульных, фрез (как и всяких фасонных фрез) производится лишь по передней поверхности. Червячные фрезы кроме этого используются чтобы получить зубы шестеренок на зубофрезерных станках.
Червячная фреза имеет зубья трапецеидальной формы. Нарезание зубьев колес червячной фрезой производится способом обкатки, причем (1 таких случаях точность получается более высокой (если сравнивать с нарезанием зубьев дисковой фрезой).
В ходе обработки червячной фрезой последняя как бы находится в зацеплении с заготовкой и обкатывает ее. Тут уже не нужно набора фрез, поскольку при нарезании колес необходимый профиль машинально получается в зависимости от обкатываемого диаметра.
Кроме зубонарезания, червячные фрезы используют для резьбонарезания, фрезерования шлицев и т. д.
Процесс фрезерования протекает со быстрым трансформацией нагрузок благодаря количества и сечений переменной величины среза в один момент трудящихся зубьев. Это может приводить к совокупности фреза — заготовка — станок, усиливающиеся при скоростном фрезеровании.
Исходя из этого при скоростном фрезеровании обращают особенное внимание на жесткость совокупности фреза — заготовка — станок.
Для скоростного фрезерования применяют фрезы с зубьями, оснащенными пластинками жёстких сплавов, либо фрезы со вставными ножами. По конструкции такая фреза должна быть простой, снабжать возможность стремительной регулирования и установки ножей в корпусе, владеть жёсткостью и необходимой прочностью.
Для обеспечения плавности работы (вращения) фрезы, увеличения стойкости ножей (зубьев) и улучшения качества обработанной поверхности при скоростном фрезеровании довольно часто используют особые маховики, каковые крепят на нижнем финише шпинделя станка либо на корпусе торцовой фрезы. На рис.
11 приведена торцовая фреза с маховиком.
Рис. 11. Торцовая фреза с маховиком