Инструмент для пантографов
С целью достижения повышения производительности и качественного гравирования труда целесообразно углы заточки резца выбирать в соответствии с обрабатываемой глубиной гравирования. Самый распространенный резец для плоскостной гравировки — конусный резец-фреза.
При гравировании на мягких металлах самые пригодными являются резцы-фрезы из легированной стали, поскольку благодаря собственной стойкости они постоянно дают чистый и ровный срез. При трудоемком гравировании либо при громадном количестве граверных работ применяют по большей части резцы-фрезы из быстрорежущей стали.
Использование прогрессивных средств термической обработки гарантирует сохранение и резца-достаточную стойкость фрезы верной геометрической формы. Для станка с пантографом, как и для всякого другого металлорежущего станка, на стойкость инструмента воздействует не только его уровень качества, но и режимы резания.
Перемещение пантографа осуществляется от руки, исходя из этого не всегда возможно поддержать равномерную подачу. направляться обращать внимание на то, дабы частота вращения и скорость подачи резца-фрезы соответствовали данному материалу.
В большинстве случаев при гравировании на материалах и мягких металлах употребляется громадная частота вращения, при гравировании на латуни, латуни и т. п. — средняя и наконец на стали — более низкая. Это особенно принципиально важно при предварительной обдирке, где толщина и ширина стружки имеют большие размеры.
При стружке малого сечения это не столь значительно. Сталь, к примеру, при ширине резца-фрезы в 1 мм, глубине резания до 0,03 мм возможно обрабатывать при наивысшей частоте вращения.
Резцы для станков с пантографом. Для рельефных работ в зависимости от контура гравируемого рисунка используют разные профили резцов.
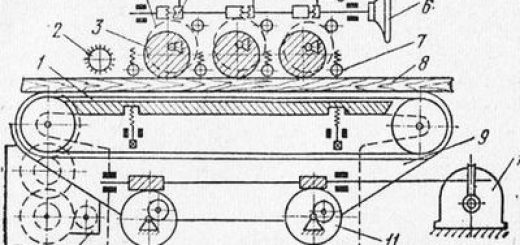
На рис. 18 изображены только кое-какие из разнообразнейших резцов-фрез, которыми пользуются при механическом гравировании на пантографе. Для каждой работы подбирают резец-фрезу определенной размера и формы, что не испытывает недостаток в дополнительной переделке.
самая удобной конструкцией резцов-фрез являются резцы с простым цилиндрическим хвостовиком диаметром от 3 до 8 мм (ранее использовались конусные хвостовики). Размер резца зависит от мощности пантографа и габаритных размеров в целом, и от вида граверных работ в каждом данном случае.
")
Рис. 1. Резцы-фрезы для механического гравирования
Рис. 2. Резец-фреза с постоянным центром: а — до затыловки; б — по окончании затыловки и заточки
Очень принципиально важно для любого пантографа иметь 3—4 набора зажимных цанг с разным внутренним диаметром отверстий, благодаря которым при необходимости возможно постоянно закрепить резец нужного диаметра. Время от времени для закрепления резца-фрезы меньшего диаметра, чем диаметр отверстия имеющихся в наличии цанг, используют разрезные переходные втулки.
Цанга — приспособление в виде разрезной втулки для зажима цилиндрических либо призматических предметов.
Уровень качества любой риски либо штриха на изделии зависит от того, как заточен, за-тылован и доведен резец и сходится ли его центр заточки с осью вращения шпинделя пантографа.
Затылование — способ затачивания задних поверхностей (затылков) многолезвийных режущих инструментов со сложным профилем зуба с целью сохранения профиля инструмента при переточках по передним поверхностям обеспечения и зубьев постоянства заднего угла. Заточку резцов-фрез с углом 180° создают на особых центровочно-затыловочных станках с последующей доводкой их на точильных брусках.
В полукруглых резцах (либо в резцах с углом 180°) центр режущей кромки приобретают на особом центровочно-затыловоч-ном станке. Резец-фреза с углом 100° затачивается на простом карборундовом круге, наряду с этим центр резца-фрезы остается постоянным, в случае если ребро сделано на оси резца.
Именно поэтому серьёзному свойству резца, возможно взять тонкие рискй с шириной до 0,15 мм. Громадное значение имеет соосность оси резца-шпинделя и оси фрезы.
Так, главными преимуществами резца-фрезы с углом 100° являются: постоянство положения центра при достаточной прочности фрезы; простое и легкое затылование и заточка, не требующие высокой квалификации гравера; отсутствие необходимости станка для заточки резца.
Полукруглый резец-фрезу (половинчатый) обширно используют при работе на стали для черновой обдирки и глубокого гравирования. Заточка, затыловка и правка этого резца-фрезы производится лишь машинным методом, поскольку при заточке от руки тяжело соблюсти соосность.
Особые резцы-фрезы употребляются для небольших гравировок, требующих узкого острия режущего инструмента. Эти резцы хорошо зажимаются в цанге и затачиваются по мере износа, что позволяет применять их практически на всей протяженности.
Для гравирования более узких и небольших рисок используют резцы-фрезы разметочного типа, каковые являются конусом , заточенный под углом в 60°, заканчивающийся иглообразным острием. Время от времени такие резцы оснащены пружиной, засунутой в полый хвостовик цезца.
Резец имеет в резьбу для нажимного винта, что через пружину давит на засунутый плавающий резец. Такое устройство резца разрешает компенсировать все неровности гравируемой подробности.
Резцы иглообразной формы используются для гравировки на металлах и мягких материалах.
Резец-фреза с углом 100° с успехом возможно заточен вручную для любого вида граверных работ. В случае если затачивать резец мало наклоняя, получается задний угол. Наряду с этим режущая кромка резца будет меньше кромки задней грани, как продемонстрировано на рис.
2, б. Заточка так «половинчатого» резца-фрезы с углом в 180° неосуществима, поскольку мельчайшее отклонение его острия (при заправке) от центра оси вращения нарушает правильность и ухудшает уровень качества гравирования. На фабриках, где используют «половинчатые» резцы-фрезы, для заточки их в большинстве случаев применяют особое центровочно-затыловочное приспособление.
Конструкция этого приспособления разрешает создавать заточку резца-фрезы любого нужного примера.
При заточке резцов-фрез упрощенного профиля, используемых для гравирования больших по размерам плоских поверхностей, вместо конуса делается боковая кромка. Режущая кромка по торцу затачивается вручную, причем резец-фрезу держат сперва вертикально к плоскости шлифовального круга, а после этого придают ему легкий наклон вправо вниз, что дает нужную заточку по задней поверхности, благодаря которой режущая кромка находится легко наклонно относительно оси резца-фрезы.
Резцы-фрезы с закругленной торцевой режущей кромкой, предназначаемые для рельефного гравирования и для всевозможных обдирочных работ, затачиваются до полной готовности от руки, подобно резцам с плоской наружной кромкой лезвия. Закругление резца на протяжении заточки достигается методом медленного плавного поворачивания резца-фрезы с приближением к плоскости шлифовального круга.
Наряду с этим вершина закругления находится не посередине передней грани резца, а смещена по направлению к режущей грани. Контур профиля закругления резца-фрезы имеет подъем справа налево.
Полезно резцы-фрезы (любой формы) по окончании заточки на шлифовальном круге легко отполировать на оселке для удаления вероятных неровностей. Оселок — брусок из мелкозернистого абразивного материала для доводки лезвий режущих инструментов (резцов, бритв, выпивал и т. п.) по окончании их заточки.
Режущую кромку у резцов-фрез из инструментальной стали мало подтачивают, а у резцов-фрез из быстрорежущей стали легко снимают. При дополнительной доводке вероятно нарушение среднего профиля резца-фрезы.
При заточке необходимо следить не только за формой резца-фрезы, но и систематически охлаждать его в холодной воде либо эмульсии, дабы не допустить отжига, в результате которого резец-фреза возможно сломан на достаточно большую длину.
Отжиг — вид термической обработки металлов, заключающийся в нагреве металла либо сплава, структура которого будет в неустойчивом состоянии в следствии предшествующих обработок, выдержки при температуре нагрева и последующем медленном охлаждении чтобы получить структуры, родных к равновесному состоянию. Отжиг металлов создают для улучшения обрабатываемости, увеличения пластичности, уменьшения остаточных других целей и напряжений.
На поверхности шлифовального круга от заточки всевозможных инструментов образуются другие неровности и канавки, т. е. шлифовальный круг засоряется инородными телами, что в значительной мере ухудшает его эксплуатационные особенности. Исходя из этого шлифовальный круг иногда нужно сглаживать и в один момент восстанавливать уровень качества поверхности.
Для данной цели пользуются намерено профилированным бриллиантом.
Ощупывающий палец. Рабочий финиш ощупывающего пальца пантографа должен иметь (независимо от собственной формы) полированную поверхность, чтобы на протяжении гравирования медлено и без заедания скользить по контуру шаблона либо копира.
Чем лучше заправлен палец, тем легче движение пантографа и тем продолжительнее сохраняют собственные эксплуатационные особенности всевозможные копиры и наборные шаблоны. Исходя из этого иногда направляться пристально контролировать состояние рабочего финиша пальца и вовремя полировать его.
При изготовлении изделий, требующих плоского гравирования, как то: шильдиков, табличек, шкал и т. п., каковые выполняются при помощи простых плоских копиров и заостренного под углом 60ч ощупывающего пальца, — ширина линии обуславливается самой формой резца-фрезы.
диаметр и Профиль ощупывающего пальца при граверно-копировальных работах выбирают, совершенно верно сообразуясь с толщиной и профилем резца и выполняя строгую пропорциональность соответствующих размеров. В рельефных работах при черносЬй обработке (обдирке) используют палец мало громадных размеров и пропорционально ему более большой резец-фрезу.
Для окончательной же доводки выбирают размеры резца и пальца, каковые соответствуют размерам мельчайшей подробности орнамента. Орнамент — декоративный узор, украшающий изделие либо его части.
В случае если в ходе гравирования покажется необходимость в ощупывающих пальцах особых размеров и профилей, то их изготавливают с соответствующей точностью на токарном станке инструментального цеха.
Перед тем как приступить к работе со вольно подвешенным пантографом направляться позаботиться, дабы вертикальная ось поворота пантографа, острие резца-фрезы и ощупывающего пальца были приведены к одной плоскости рихтовальной линейкой. Рихтование — выпрямление железных страниц и прутков.
Это нужно выполнять кроме этого при смене пальца либо при перезаточке резца-фрезы, не забывая, что резещ в этом случае должен быть опущен вниз.