Изготовление миниатюрных изделий химическим травлением
В связи с ростом количеств продукции радиоэлектроники, космической техники, оптического приборостроения появилась необходимость в изготовлении узких и узких изделий толщиной 0,001 мм, имеющих конфигурацию и сложную форму. Известными механическими методами изготовление изделий столь малой толщины фактически нереально.
Исходя из этого их изготавливают способом химического травления, основанном на химическом разрушении незащищенных химически стойкими составами мест заготовки.
Номенклатура изделий, изготовляемая способом химического травления, очень широка. К ним относятся аппертурные диафрагмы оптических устройств, главными конструктивными элементами которых являются щели и отверстия, имеющие сложную конфигурацию; прокладки высокочастотных волноводных трактов, мембраны аппаратов, сетки телевизионных ламп, пластины счетчиков, разные элементы устройств.
Помимо этого, травлением изготавливают маленькие партии статорных пластин микродвигателей платы для пневматических логических элементов. Для изготовления этих изделий используют фольгу из берриллиевой латуни, латуни, молибдена, вольфрама, меди толщиной 0,001 мм и более.
")
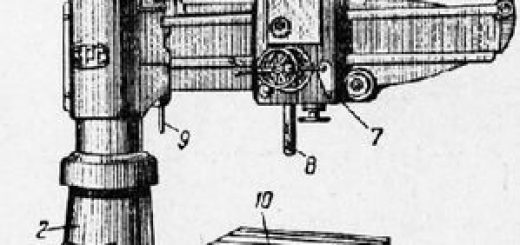
Рис. 1. Изделия, изготавливаемые химическим травлением
Изделия, изготовляемые химическим травлением, не требуют применения операций снятия заусенцев, правки, чеканки, нужных при штамповке. Химическое травление в большинстве случаев используют чтобы получить заготовки толщиной не более 1 мм.
В большинстве случаев, приобретаемые травлением отверстия не смогут быть меньше двойной толщины материала, а ширина пазов не меньше половины толщины страницы. Химическим травлением нельзя получать радиусы и др. конструктивные элементы, размеры которых составляют половину толщины материала для внутренних элементов и одну треть для наружных.
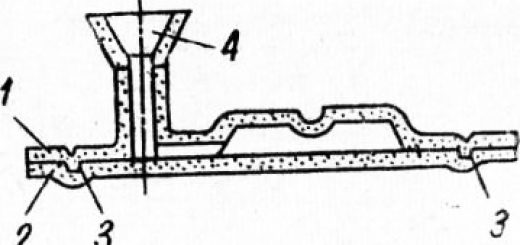
Форма кромок, приобретаемых при травлении, разна: при травлении с одной стороны размер скоса образовывает приблизительно одну треть толщины страницы: при двустороннем травлении получается форма с выступом, равным приблизительно одной четвертой толщины, либо вогнутая форма.
Рис. 2. Формы кромок, приобретаемых при травлении
Получение каналов и отверстий. Одним из самые старых и каналов и получения традиционных методов отверстий разных форм в изделиях есть способ химического травления.
Существует две главные разновидности этого способа. В соответствии с первой из них на изделие, в котором необходимо взять отверстия либо поверхностную впадину определенной конфигурации, укладывают маску, выполненную из химически стойкого материала (металла либо пластмассы).
Маска защищает места, не подвергаемые травлению. При помещении в травильный состав растворению подвергаются незащищенные места.
Данный способ употребляется для получения отверстий и других элементов в стекле, металлах, фотоситаллах и других материалах. Недочётом этого способа есть растравливание контуров элементов, формы и неточность размеров.
Второй способ получения отверстий пребывает в том, что выправленные отрезки откалиброванной проволоки соответствующего диаметра устанавливают в форму и заливают химически стойким материалом, к примеру, расплавленным стеклом. По окончании застывания создают обработку поверхностей заготовок, а после этого травление в составе, снабжающем растворение железной проволоки, но безвредном для стекла.
Для получения качественной поверхности в каналах по окончании химического вытравливания рекомендуется железные стержни перед их заливкой либо запрессовкой покрывать по поверхности соприкосновения слоем коррозиоустойчивого либо очень жёсткого металла, не реагирующего с реактивом, растворяющим металл стержня. При простом методе заливки не удается взять правильные размеры и форму каналов, и ровные стены последних, поскольку поверхность соприкосновения, к примеру, при применении пары стекло—металл по окончании растворения получается неровной, а форма отверстия неверная.
Исходя из этого калиброванную проволоку из довольно мягкого, легко растворяющегося в кислотах либо щелочах металла, к примеру алюминия, меди, химически чистого железа и т. п., покрывают слоем добропорядочного либо жёсткого металла (к примеру, хромом либо никелем). Взятую биметаллическую проволоку подвергают калибровке и волочению для придания требуемой формы и нужных поперечных размеров.
Подготовленную таким методом проволоку заливают либо запрессовывают в химически стойкие материалы, имеющие хорошее сцепление с примененным железным покрытием. После этого направляться травление.
В следствии растворения сердцевины биметаллической проволоки получаются каналы, стены которых имеют ровные, полированные поверхности, выполненные из драгоценных металлов, размеры и форма каналов имеют достаточную точность.
Изготовление плоских изделий. Технологический процесс изготовления изделий химическим травлением включает следующие главные операции: предварительную подготовку поверхности заготовок, нанесение и сушку защитных покрытий, химическое травление, промывку, отделение изделий от общей заготовки, дополнительную промывку, контроль и сушку.
Главной операцией, определяющей точность изделий и качество контура, минимально вероятные размеры отверстий и других конструктивных элементов есть операция нанесения защитных покрытий.
Защитные покрытия на заготовки наносятся через трафареты, маски, гальваническим, сеткографическим, офсетным, фотохимическим методами. В качестве защитных покрытий применяют химически стойкие краски, лаки, разные составы на базе парафина, перхлорвинила, нитроцеллюлозы, воска, битума и др. вещества.
Для получения требуемой конфигурации конструктивных элементов и изделий целое покрытие прорезается либо продавливается в соответствии с требуемой формой и с учетом характера и подтравливания образующихся выступов и скосов. Наряду с этим прорезание используют для изготовления конструктивных элементов в форме щелей, пазов, прорезей, а продавливание —для конструктивных элементов, имеющих форму круга, прямоугольника, треугольника.
Прорезание щелей создают на делительных автомобилях типа РДМ, МДА либо особых приспособлениях. Инструментом есть алмазный либо железный резец, заточенный и доведенный до размеров прорезаемых щелей. Резец имеет площадку, нужную чтобы получить щель.
Уровень качества краев контура щелей зависит от качества покрытия, геометрии резца, его точности и установки приспособления. Для прецизионных изделий используют алмазные резцы.
На рис. 3, а приведена схема прорезания щели. Заготовку размещают на стеклянной пластине и закрепляют прижимами.
Стеклянную пластину устанавливают на стол. Щель нужной ширины прорезают в слое никеля.
Прорезая щель, резец не только снимает находящийся сверху слой никеля, но частично захватывает и материал фольги, срезая поверхностный слой ее и тем самым облегчая предстоящий процесс травления. Ширина приобретаемой щели зависит от величины давления, действующего на резец.
Давление изменяют посредством грузов, массу которых подбирают экспериментально. Так, для прорезания щели шириной 0,04 мм на резец устанавливался груз массой 10 — 20 г. Ручка помогает для движения резца.
Рис. 3. Прорезание щелей в защитных покрытиях
При получении конструктивных элементов давлением пуансону придают форму усеченного конуса либо пирамиды, меньшее основание которых имеет размеры и форму заданного элемента.
При опускании пуансона на поверхность заготовки он продавливает слой никелевого покрытия и внедряется в фольгу. Величину давления регулируют массой грузов, устанавливаемых на пуансон.
направляться иметь в виду, что кроме того малый перегрузка может привести к повышению размеров приобретаемого отверстия и к ухудшению геометрии его контура. Величину груза для получения конструктивных элементов про-давливанием защитного слоя, как и при прорезании, подбирают экспериментально. Так, чтобы получить квадратное отверстие со стороной 0,025 мм требуется груз массой 300 г.
По окончании нанесения конструктивных элементов тыльную сторону заготовки покрывают защитным слоем, а после этого создают сквозное химическое травление. Последние операции — удаление защитного слоя, контроль и промывка.
Преимуществом обрисованного способа есть более высокая точность если сравнивать с трафаретным, сеткографическим и офсетным, а недочётом — невозможность получения конструктивных элементов сложных геометрических форм.