Конденсаторная сварка
Конденсаторная сварка осуществляется краткосрочными импульсами сварочного тока, длительностью в тысячные доли секунды; за время импульса в зоне сварки выделяется тепло, которое относительно медлительно распространяется в металле па глубину, нужную для сварки. При больших толщинах металла появляется тяжело преодолимое несоответствие между длительностью сварочного импульса и длительностью нужного прогрева металла.
При малых толщинах этого несоответствия нет.
При толщинах металла менее 1 мм мощность конденсаторной автомобили в 50—100 раз ниже мощности простой контактной автомобили. С повышением толщины металла отличие в мощностях конденсаторной автомобили и простой контактной значительно уменьшается, а сварка на простой контактной машине делается более надежной.
Исходя из этого использование конденсаторной сварки для металла толщиной более 2 мм рационально только для особенных случаев.
Конденсаторные автомобили для малых толщин несложны, недороги, имеют малого мощность, время от времени не превышающую мощности простой настольной лампы, и их возможно включать в осветительную сеть без силовой проводки. Конденсаторная сварка для сварки металла толщиной менее 0,1 мм довольно часто незаменима никаким вторым видом сварки; для металла толщиной 1—2 мм она приемлема, но просто возможно заменена вторыми методами.
Известны две главные формы конденсаторной сварки: а) с ярким разрядом конденсаторов на сварку; б) с разрядом конденсаторов на первичную обмотку сварочного трансформатора. Установку с прямым разрядом конденсаторов используют для стыковой тонких стержней и сварки проволок, для соединения между собой самых разнообразных и разнородных металлов, время от времени с совсем разными физическими особенностями.
Автомобили с разрядом конденсаторов на первичную обмотку сварочного трансформатора предназначены для точечной и шовной сварки и имеют громаднейшее промышленное значение. Стремительное развитие точечной конденсаторной сварки началось с того времени, как ее стали применять для сварки мелких малых деталей и металла толщин; тут уровень качества сварных соединений выяснилось хорошим, процесс сварки очень производительным и удачным экономически.
Конденсаторные точечные автомобили для сварки металла малых толщин потребляют из сети малого мощность, 0,1—0,2 кеа\ электрическая схема автомобили (рис. 204) весьма несложна.
Ток из сети через маленький повышающий однофазный трансформатор Т1 и выпрямитель В поступает на зарядку батареи конденсаторов С. 17осредством тумблера П батарея конденсаторов либо включается на зарядку, либо разряжается на первичную обмотку сварочного трансформатора Т2. Вся аппаратура размещена в корпусе автомобили.
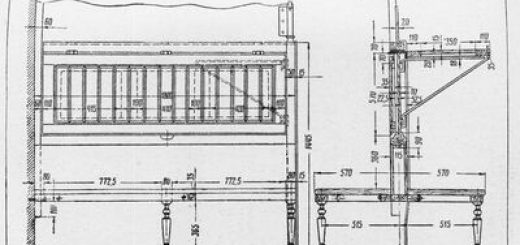
Примером конденсаторной точечной автомобили может служить машина ТКМ-4. Машина стационарная, педальная; вес ее 165 кг; напряжение питающей сети 220 в; средняя мощность, потребляемая из сети 0,1 ква (рис.
205). Конденсаторы бумажно-масляные, неспециализированная емкость 400 мкф, напряжение зарядки 600 в; штепсельный тумблер разрешает поменять включенную емкость от 10 до 400 мкф. Сварочный трансформатор имеет четыре ступени регулирования.
Осадочное давление на электроды, создаваемое грузом через совокупность рычагов, снабжает строгое постоянство установленного давления, что крайне важно для конденсаторной сварки.
При сварке двух подробностей разных толщин решающую роль играется подробность с меньшей толщиной, которая не должна быть больше возможностей автомобили, вторая же подробность может иметь сколь-угодно громадную толщину, что существенно расширяет использование точечной конденсаторной сварки. К примеру, на машине ГКМ-4 металл толщиной 0,2 мм возможно приварить к металлу толщиной 10 либо 15 мм.
")
Рис. 1. Электрическая схема конденсаторной автомобили малой мощности
Электрический режим автомобили возможно регулировать в широких пределах, меняя число включенных конденсаторов и ступень сварочного трансформатора. Возможно поменять амплитуду сварочного тока и длительность его протекания.
Большое значение сварочного тока около 5000 а, средняя длительность его протекания 0,6—0,8 -10~4 сек.
При нажатии на педаль давление груза передается на электроды, конденсаторы замыкаются на первичную обмотку трансформатора, протекает один строго определенный импульс сварочного тока. При освобождении педали конденсаторы опять заряжаются, машина готова к следующей операции сварки; при повторном нажатии педали проходит опять совершенно верно такой же импульс сварочного тока.
Рис. 2. Точечная конденсаторная машина ТКМ-4
Для монтажных работ на крупногабаритных изделиях, сборки схем и т. д. сконструирована переносная точечная машина ПТКМ-1 Бесом 34 кг, сваривающая металл большой толщиной 0,3 мм. Сварочная часть автомобили выполнена в виде легких ручных клещей, присоединяемых к машине эластичными проводами длиной 1 —1,5 м.
В несложных точечных конденсаторных автомобилях привод автомобили осуществляется упрочнением трудящегося, что возможно при сварке небольших подробностей с работой и небольшим усилием осадки и не весьма интенсивном производстве. Для более тяжёлых условий работы возможно применена машина с механизированным, к примеру электрическим приводом, типа ТКМ-8.
Она имеет кулачковый пружинный механизм сжатия с приводом от электродвигателя через сцепляющую муфту. При нажатии педали происходит сцепление механизма с муфтой и производится сжатие электродов и включение тока.
В случае если надавить педаль краткосрочно, то сваривается одна точка, в случае если задержать надавленную педаль, то сваривается 20—120 точек в 60 секунд, в зависимости от регулировки; машина трудится машинально непрерывно, пока не будет высвобождена педаль. Машина предназначена для точечной сварки металла толщиной 0,05—0,5 мм; номинальная мощность автомобили 0,3 ква, упрочнение сжатия электродов 6—40 кГ.
Автомобили для конденсаторной сварки довольно часто закрывают колпаком из прозрачного органического стекла, защищающим территорию сварки от других загрязнений и пыли. Защитный колпак возможно герметизирован, и в нем возможно создана защитная воздух аргона, водорода, азота и др.
В долгой эксплуатации маломощных конденсаторных автомобилей выявились их большие преимущества: высокая экономичность, небольшой расход электричества и правильное ее дозирование на каждую сварку. Вероятно эргономичное и широкое регулирование мощности автомобили, формы и продолжительности каждого импульса.
Кратковременность сварки сводит к минимуму нагрев изделия, его деформацию, ширину территории влияния. Процесс сварки очень несложен, всецело автоматизирован и мало зависит от квалификации рабочего, для обучения которого достаточно пара дней.
Точечная конденсаторная сварка отыскала промышленное использование для многих алюминиевых: сплавов и металлов алюминия, всевозможных бронзовых сплавов, никелевых сплавов и никеля, платины, его сплавов и серебра, всевозможных сталей, вольфрама, молибдена и др.; вероятны бессчётные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое использование в приборостроении, в производстве электроизмерительных и авиационных устройств, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических устройств, радиоламп, электроосветительных ламп, электронной аппаратуры, телевизоров и радиоприёмников, авторучек, железных игрушек, галантереи, драгоценностей и т. д.
Рис. 3. Постоянный плотный шов, выполненный конденсаторной сваркой
Создан кроме этого метод шовной конденсаторной сварки, взявший производственное использование. Шовная сварка выполняется, как точечная, со столь нередкой посадкой сварных точек, что любая последующая точка перекрывает прошлую на 0,3—0,5 диаметра, что и формирует плотный постоянный шов, непроницаемый для жидкостей и газов (рис.
206). Электроды автомобили имеют форму роликов, катящихся по шву непрерывно с постоянной скоростью и приводятся от маленького электродвигателя. Сварочный ток подается отдельными импульсами от батареи конденсаторов, как при точечной сварке.
Электронная совокупность управления разрешает создавать до 50 полных циклов заряд — разряд конденсаторов за 1 сек. Шовная конденсаторная сварка отыскала разнообразное использование в приборостроении.
Конденсаторная сварка открыла для сварочной техники новую достаточно большую область применения: металлы малых толщин, небольшие подробности и микродетали, не хорошо различаемые нево оружейным глазом и требующие при сборке применения оптических устройств. Конденсаторная сварка усиливает уровень качества изделий и быстро повышает производительность труда; цена конденсаторной автомобили в большинстве случаев окупается за пара месяцев работы.
Очень стремительное развитие приборостроения требует широкого применения конденсаторных автомобилей, высвобождающих за счет увеличения производительности труда много рабочих.