Ковочные прессы и их особенности
Ковочные прессы строят на упрочнения от 3 до 20 МН (300—2000 тс).
Одной из изюминок ковочных прессов есть их быстроходность, которая оценивается числом ходов в 60 секунд и скоростью подвижной поперечины. Благодаря высокой быстроходности удается приобретать сложные поковки с одного нагрева заготовки (либо маленького числа нагревов) и обеспечить хорошее уровень качества изделий, и высокую производительность пресса.
Для прессов упрочнением до 20 МН целесообразно применять насосно-аккумуляторные станции с давлением 20—32 МПа. Связано это с тем, что для разных операций ковки требуется в весьма широких пределах изменять скорость подвижной поперечины.
При насосном приводе скорость определяется подачей насосов. К сожалению, пока еще нет насосов громадной производительности с достаточно глубокой регулировкой подачи.
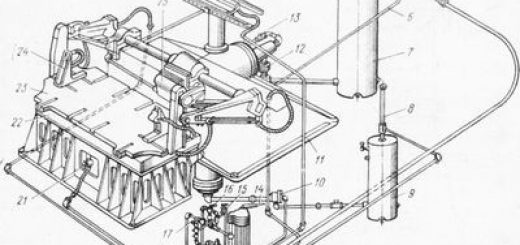
В ковочных прессах самый активно применяются четырех-колонные станины, причем колонны располагают по углам прямоугольника с отношением сторон, равным 2 : 3. Это снабжает удобство маневрирования заготовкой. Четырехколонный ковочный пресс упрочнением 60 МН (6000 тс) продемонстрирован на рис.
1. В маленьких ковочных прессах станина время от времени выполняется одностоечной, что снабжает подход к заготовке с трех сторон.
Большое расстояние между подвижной поперечиной и столом у ковочных прессов велико, что разрешает осаживать высокие слитки и создавать раскатку колец.
Ковочные прессы громадных упрочнений в большинстве случаев обеспечиваются выдвижным столом для облегчения и инструмента маневрирования заготовкой. Помимо этого, они оборудуются выталкивателями.
Упрочнение цилиндров выталкивателя и привода стола в большинстве случаев образовывает 2—6 % от упрочнения пресса.
В замечательных прессах применяют, в большинстве случаев, несколько, а два-три рабочих цилиндра, что упрощает изготовление последних. Помимо этого, трехцилиндровая конструкция разрешает приобретать три ступени упрочнения, подавая давление в один центральный, два крайних либо во все три цилиндра.
В следствии увеличивается экономичность работы пресса при ковке заготовок, не требующих полного упрочнения.
")
Рис. 1. Четырехколонный ковочный пресс упрочнением 60 МН (6000 тс):
1 — выталкиватель. 2 — верхняя поперечина. 3 — подвижная поперечина. 4 — основание
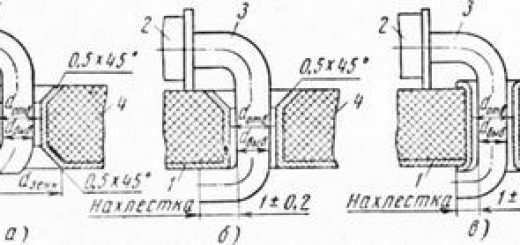
Рис. 2. Схема верхней части пресса с центральным хвостовиком:
1 — подвижная поперечина, 2 — хвостовик. 3 — верхняя поперечина
Рис. 3. Схема верхней части пресса с плунжером-хвостовиком:
1 — подвижная поперечина, 2 — хвостовик. 3 — верхняя поперечина, 4 — центральный цилиндр
Конструкция ковочного пресса обязана допускать возможность работы с эксцентричным приложением нагрузки. При таком нагру-жении колонны пресса не только растягиваются, но и изгибаются.
Дабы уменьшить изгиб колонн, во многих случаях рабочий плунжер заделывают жестко в подвижную поперечину пресса. Тогда он передает изгибающий момент через цилиндр на верхнюю поперечину.
Колонны частично разгружаются от изгиба, но уплотнения в таких цилиндрах изнашиваются более интенсивно.
Для облегчения условий работы колонн используется кроме этого конструкция, в которой подвижная поперечина имеет центральный хвостовик, закрепленный в верхней поперечине. Но в этом случае пресс имеет лишь два цилиндра, что не дает возможность приобрести пара ступеней упрочнений.
Данный недочёт устраняется, в случае если хвостовик в один момент является поршнем, но тогда центральный цилиндр имеет диаметр намного больший, чем боковые, что некомфортно при эксплуатации.
Сейчас быстро повысились требования к точности обрабатываемых на прессах поковок. Для удовлетворения этих требований современные прессы оснащаются аппаратурой, которая разрешает машинально приобретать нужную величину хода подвижной поперечины пресса, а следовательно, заданные размеры поковок (допуски не превышают 2—5 мм).
Применение для управления такими агрегатами электронно-вычислительных автомобилей стало причиной созданию нового вида оборудования — ковочных комплексов.
Как пример разглядим таковой комплекс, созданный Уральским заводом тяжелого машиностроения. В его состав кроме манипулятора и пресса входят устройство для смены главного ковочного инструмента (бойков), устройство для подачи запасного инструмента (топоров, уголков и т. д.), подъемно-поворотный стол для поворота и укладки слитков и поковок перед захватом их манипулятором и в ходе ковки.
Устройство для смены бойков складывается из подвижного стола с помещенными на нем четырьмя-пятью наборами бойков, упоров, фиксирующих стол в нужном положении, фартука с реечно-гидравлическим приводом, соединяющегося с тем набором бойков, что необходимо подать в пресс.
Подвижный стол может перемещаться параллельно главному столу пресса. На нем помещены направляющие, по которым при необходимости сменные бойки передвигаются в поперечном направлении.
Устройство для подачи запасного инструмента находится на фартуке устройства смены бойков. При перемещении нужного набора бойков соответствующий набор запасного инструмента движется вместе с фартуком и занимает рабочую позицию.
Такое устройство в один момент является местом складирования инструмента. Подачу инструмента в рабочую территорию пресса в ковочном комплексе возможно уменьшить и вторым методом.
Комплекс возможно оборудовать особым инструментальным манипулятором, что подает в рабочую территорию пресса заблаговременно подготовленный инструмент. Вместо подъемно-поворотного стола употребляются тележки, движущиеся от печей перпендикулярно оси ковочного манипулятора.
Рис. 4. Ковочный комплекс, созданный УЗТМ:
1 — ковочный манипулятор, 2 — пресс, 3 — устройство для смены ос новного ковочного инструмента, 4 — стол
Рис. 5. Ковочный манипулятор с свободным захватом:
а — внешний вид, б — конструкция: 1 — захват, 2 — хобот. 3 — тележка
Прессы упрочнением более чем 20 МН (2000 тс) довольно часто оснащаются двумя манипуляторами различной грузоподъемности.
У манипуляторов, применяемых в ковочных комплексах для обеспечения повышенного быстродействия при работе в автоматическом режиме, захват (хобот) устанавливается на главной тележке так, что может перемещаться по ней. Такие манипуляторы именуются манипуляторами двойного действия.
Его хобот приводится в перемещение гидравлическими цилиндрами через рычажную совокупность. За счет того, что хобот движется независимо от тележки, обеспечивается высокая скорость манипулирования заготовкой, потому, что она не зависит от массы главной тележки, станины манипулятора, его аппаратуры и механизмов.
В некоторых прессах подвижная траверса с рабочими цилиндрами находится ниже основания и движется вместе с рамой. Преимущество таковой конструкции пребывает в том, что она разрешает комфортно маневрировать с поковками, что крайне важно для ковочного пресса.
Но в этом случае очень сильно возрастают размеры фундамента, помимо этого, в случае если по таковой схеме выполняются маленькие прессы, в них появляются большие динамические нагрузки (особенно при шлихтовке), потому, что масса подвижных частей достигает 75% неспециализированной массы пресса (при верхнем размещении рабочих цилиндров подвижная поперечина образовывает 15% массы пресса). Исходя из этого прессы с нижним приводом строятся по большей части с упрочнениями от 150 до 800 МН (15 000— 80 000 тс).
Наличие в составе ковочного комплекса солидного числа механизмов делает целесообразным изменение конструкции самого пресса так, дабы обеспечивалось удобство размещения всех агрегатов и свобода маневрирования поковкой не только в рабочей территории, но и вблизи ее. С целью этого созданы, к примеру, двухколонные прессы с нижним и верхним размещением рабочих цилиндров, размещаемые под углом к направлению перемещения ковочного манипулятора, что разрешает комфортно расположить и инструментальный манипулятор.
Рис. 6. Ковочный комплекс, включающий пресс с подвижной станиной нижним размещением рабочих цилиндров
Рис. 7. Ковочный двухколонный пресс упрочнением 20 МН (2000 тс), имеющий верхнее размещение рабочих цилиндров и размещенный наискось по отношению к манипулятору
Ответственной составной частью ковочных комплексов есть электронно-счётная машина (ЭВМ). самые совершенные из ЭВМ, обслуживающих ковочные комплексы, включают следующие элементы:
— центральный процессор — «сердце» и «мозг» ЭВМ, делающий вычислительные и логические действия и осуществляющий контроль работу всей совокупности;
— запоминающее устройство (память), которое помогает для хранения данных, промежуточных и выдачи и конечных результатов их вторым устройствам;
— вывода информации и устройства ввода, нужной для анализа и работы машины человеком результатов данной работы.
Все механизмы ковочного комплекса управляются с одного пульта. Они смогут трудиться как при управлении вручную, так и в автоматическом режиме. При работе в автоматическом режиме с применением ЭВМ в нее в закодированном виде вводятся информацию о характере перемещения заготовки (к примеру, ступенчатое вращение либо перемещение в том либо другом направлении), виде операции (шлихтовка, протяжка и т. д.), скорости подвижных частей пресса, верхнем и нижнем положениях подвижных частей, положении хобота манипулятора на каждой операции и т. д.
Устройства доставки слитков и поковок к манипулятору и от него оборудованы мессдозами, определяющими массу готовых поковок и заготовок, аппаратурой для измерения температуры, определения марки материала поковки. Все эти сведения ЭВМ обрабатывает, определяет оптимальные технологические параметры и формирует программу ковки в автоматическом режиме.
Оператор может и сам разработать программу из отдельных, ранее записанных в памяти ЭВМ подпрограмм. При необходимости он имеет возможность получить от ЭВМ интересующую его данные о работе комплекса на протяжении любого цикла.
Быстродействие современных ковочных комплексов возможно проиллюстрировать следующими цифрами: пресс упрочнением 20 МН (2000 тс) в составе комплекса т1ри протяжке делает 30—35 ходов в мин, а при шлихтовке —до 100.
Так преимущества ковочных комплексов, управляемых ЭВМ, заключаются в возможности ведения правильной ковки; улучшении контроля качества поковок; уменьшении времени манипулирования заготовкой, что разрешает завершать ковку в нужном промежутке температур; увеличении КПД применения пресса благодаря более детальной информации о его работе; возможности автоматизации работы по разработке разработки ковки и т. д.