Лужения металлов
При разбавлении соляной кислоты водой направляться придерживаться тех же правил, что и при разбавлении серной кислоты.
Для лужения и паяния используют разбавленную вдвое водой травленую соляную кислоту. Травление соляной кислоты содержится в разведении в ней кусочков цинка, лучше до полного насыщения, т. е. до прекращения процесса предстоящего растворения цинка.
При намазывании лужения и мест спая травленой кислотой разведенный в ней цинк узким слоем покрывает спаиваемую поверхность и усиливает соединения припоя с главным металлом.
Нашатырь (хлористый аммоний) при лужении употребляют в качестве флюса, т. е. запасного вещества, очищающего поверхность железных изделий от окислов и жиров.
Для лужения жестяных и металлических изделий с целью предохранения их от коррозии (ржавчины) используют сплавы из свинца и олова либо из олова, цинка и свинца (к примеру 18 весовых частей олова и 82 части свинца; 71 весовая часть олова. 23 части частей и 6 свинца цинка; 45 весовых частей олова, 30 частей цинка и 25 частей свинца).
Для лужения художественных изделий используется белая блестящая полуда из сплава, содержащего 90 весовых весовых частей и 10 частей олова висмута. Посуду для хранения и приготовления пищи лудят особым припоем с высоким содержанием олова, правильнее чистым оловом марок 01 либо 02.
Марка Ol содержит олова 99,9% и примесей не более 0,1%; марка 02— олова 99,5% и примесей не более 0,5%. Марка 01 используется для лужения консервной жести, марка 02 — для лужения кухонной посуды и котлов для изготовление пиши.
Перед лужением производится подготовка поверхности, которая содержится в очистке ее от грязи, жиров и окислов, мешающих хорошему соединению олова с облуживаемым металлом. Чем лучше .будет подготовлена поверхность под покрытие, тем ровнее и прочнее ляжет полуда.
Подготовка производится механическим и химическим методами.
Механический метод пребывает в том, что поверхность изделия очищают до получения чистого железного блеска железными либо щетинными щетками, шабером, наждачной бумагой (абразивной шкуркой).
Химическая подготовка содержится в травлении металла кислотами с целью придать ему чистый натуральный цвет. Поверхность изделий из стали, меди, латуни чаще всего обрабатывают 20—30-процентным водным раствором серной кислоты в течение 20—30 мин.
Бронзовые и латунные изделия возможно травить раствором, содержащим 10% серной кислоты, 5% калиевого хромпика и 85% воды. Травление производится в ваннах — стеклянных, железных, эмалированных и др.
Процесс травления таким раствором продолжается 1—2 мин.
По окончании травления шепетильно промывают изделия в холодной воде, после этого очищают их поверхности намоченным песком и промывают в тёплой воде, нагретой до 70—80°.
Подготовленное изделие смазывают раствором хлористого цинка либо травленой соляной кислотой и нагревают до температуры, при которой олово, вступив в соприкосновение с разогретым изделием, начнет плавиться и растекаться равномерно по всей покрываемой поверхности. Нагрев производится в горнах, лучше на древесном угле; возможно вести нагрев и паяльными лампами.
В то время, когда хлористый цинк на поверхности нагретого изделия закипит, на эту поверхность кладут полуду. Полуда плавится; сейчас посыпают изделие порошкообразным нашатырем в этот самый момент же начинают растирать паклей расплавленное олово по поверхности, распределяя его равномерным слоем.
В то время, когда изделие остывает, его протирают намоченным песком, после этого промывают водой и высушивают.
")
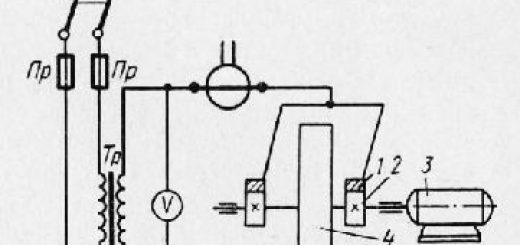
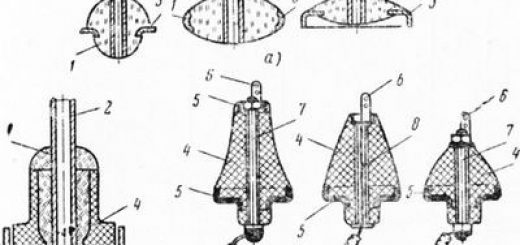
Рис. 1. Процесс лужения: а — нагрев подробностей перед лужением, б — лужение растиранием, в — лужение погружением
Возможно создавать лужение, загрузив покрываемый предмет в расплавленную полуду. Наряду с этим методе подготовленное к лужению изделие сперва погружают в ванну с хлористым цинком, после этого клещами вынимают его из ванны и, не давая хлористому цинку всецело стечь, погружают изделие в ванну с расплавленным оловом (рис.
1, в) и держат в том месте столько времени, сколько необходимо чтобы оно прекрасно прогрелось. Затем изделие извлекают из ванны и скоро встряхивают, дабы удалить излишки олова.
В то время, когда изделие остынет, его погружают в воду для промывки и затем сушат в древесных опилках.
Уровень качества лужения зависит в первую очередь от того, как очищена (протравлена) поверхность металла. В случае если из-за плохой очистки поверхности полуда в каком-либо месте не пристанет к металлу, это место нужно зачистить напильником либо шабером, опять нагреть и нанести олово или натиранием, или погружением.
Разглядим два примера лужения.
Лужение внутренней поверхности бронзового котла растиранием.
Эту работу нужно создавать следующим образом:
1) не очень сильно нагреть котел так, дабы его возможно было держать рукой;
2) налить в котел раствор из 25 объемных частей соляной частей и 75 кислоты воды; посредством волосяного помазка намочить раствором поверхность, подлежащую лужению; слить излишек кислоты в стеклянный сосуд;
3) обработать внутреннюю поверхность котла намоченным песком при помощи волосяной щетки;
4) промыть котел чистой водой и высушить; в случае если на поверхности окажутся чёрные пятна, удалить их напильником либо шабером;
5) намочить внутреннюю поверхность котла хлористым цинком, обсыпать ее порошкообразным нашатырем и на него положить кусочки олова;
6) нагреть котел равномерно над огнем до температуры плавления олова;
7) забрать комок пакли, обмакнуть его в порошкообразный нашатырь и скоро протереть всю поверхность котла, равномерно распределяя приставшее к ней олово; в случае если олово пристает не хорошо либо совсем не пристает к поверхности котла, повторяют смазывание хлористым цинком, посыпают поверхность порошкообразным нашатырем, создают нагрев, наносят олово и растирают паклей;
8) облуженную поверхность протереть мокрым песком, промыть чистой водой и высушить.
Лужение жестяного сосуда (снаружи и изнутри) погружением.
Данную работу направляться создавать так:
1) составить раствор для обезжиривания сосуда, для чего взять на любой литр воды 100 г каустической соды;
2) нагреть обезжиривающий состав до 80—90°;
3) загрузить сосуд в обезжиривающую ванну и держать его в том месте от 10 до 20 мин. в зависимости от степени загрязнения сосуда;
4) по окончании обезжиривания сосуд прекрасно промыть;
5) составить 5—7-процентный раствор соляной кислоты и нагреть его до температуры не более 40°;
6) загрузить сосуд в ванну и держать в том месте от 25 до 55 мин., в зависимости от степени загрязнения сосуда;
7) по окончании травления шепетильно промыть сосуд в проточной воде;
8) приготовить флюс — 25-процентный раствор хлористого цинка;
9) загрузить сосуд в ванну с раствором хлористого цинка;
10) вынуть сосуд из ванны с хлористым цинком и медлительно загрузить в ванну с расплавленным оловом; через 2—3 мин. вынуть сосуд из оловянной ванны и скоро встряхнуть, после этого обтереть его паклей с порошкообразным нашатырем, для получения ровного слоя полуды; удалить излишки олова, промыть сосуд в проточной воде и высушить в древесных опилках.