Металлы и сплавы для гравировки
")
Используемые для гравирования металлы делятся на три главные группы: тёмные, цветные и добропорядочные. К первой группе относится сталь; ко второй —медь, цинк, алюминий, олово, свинец, их сплавы и магний; к третьей —серебро, золото, платина.
Металлы в чистом виде в качестве конструкционного материала практически не используют, заменяя их сплавами. Пластичные материалы, такие как красная медь, алюминий, латунь марки J162, олово, свинец и др., благодаря собственной громадной мягкости для гравирования непригодны.
Все эти металлы употребляют в основном при штамповке, набивке и клеймении пуансонами. Для гравирования как ручным методом (штихелями), так и механическим (при помощи пантографа) направляться подбирать менее пластичные материалы.
Лучшими материалами являются сталь, дюралюминий. Время от времени в силу необходимости граверные работы создают и на мягких материалах — малоуглеродистой стали, цинке, латуни и др.
Углеродистые стали. Этим материалам в производстве уделяется особенное внимание, поскольку сталь употребляется не только для граверных работ, но и для изготовления граверного режущего инструмента.
Сталь —сплав железа с углеродом (2%) и другими элементами, приобретаемый в основном из смеси чугуна, выплавляемого в доменных печах, со металлическим ломом. По составу она подразделяется на углеродистую и легированную.
Углеродистая сталь наровне с углеродом и железом содержит марганец (до 1%), кремний (до 0,4%) и вредные примеси —фосфор и серу. В состав легированных сталей кроме указанных компонентов входят так именуемые легирующие элементы (хром, никель, молибден, вольфрам, ванадий, титан и др.), каковые повышают уровень качества сталей и придают им особенные особенности.
В СССР установлены единые условные обозначения (из цифр и букв). Первые две цифры показывают среднее содержание углерода (в сотых долях процента для конструкционных сталей и в десятых долях процента для инструментальных и нержавеющих сталей).
Буквами обозначают легирующие элементы (алюминий — Ю; бор — Р; вольфрам — В; кобальт — К, кремний — С, марганец — Г, медь —Д, молибден —М, никель —Н, ниобий —Б, хром — X, титан — Т, углерод — У), а цифрами справа от букв — их среднее содержание (к примеру, сталь 2Х17Н2 содержит 0,2% углерода, 17% хрома и 2% никеля. В случае если за буквой не стоят цифры, это значит, что содержание легирующего элемента не превышает 1,5%.
По назначению стали делятся на конструкционные, инструментальные, на стали с особенными физическими и химическими особенностями — нержавеющие, жаропрочные, электротехнические и др.
Различают следующие марки инструментальных углеродистых сталей, используемых в гравировании: У7, У8, У10, У12, У7А, У8А и т. д. Одной из обширно применяемых марок есть сталь У8А. Из нее изготовляют цифровые и буквенные пуансоны, клейма, т. е. инструменты, каковые должны владеть достаточной пластичностью при высокой твердости, поскольку они подвергаются ударам.
Эту марку стали применяют кроме этого для производства матриц при холодной штамповке. Из стали марок У11А и У12А делают режущий инструмент, к примеру резцы для пантографа и резцы для нанесения штрихов, линий и знаков, штихели разной конфигурации для ручного гравирования, калибрующие маточники и т. п. В то время, когда требуется изготовить режущий инструмент с более высокой стойкостью режущей кромки для обработки жёстких материалов (штихели, граверные резцы для пантографа, разные клейма сложной конфигурации), рекомендуется брать для этого легированную инструментальную сталь марки ХВ5.
Цветные металлы. В современном приборостроении цветные их сплавы и металлы находят широкое использование при изготовлении шкал, сеток, лимбов и аналогичных им изделий.
Медь —металл красного цвета, прекрасно поддается ковке, штамповке и прокатке в горячем виде и холодном, на ней легко гравировать цифры, символы, линии и обозначения. Из-за свойства деформироваться и дороговизну медь в чистом виде в гравировальном производстве используется редко.
Алюминий —металл белого цвета, на воздухе скоро окисляется, но окисная пленка предохраняет его от коррозии. Алюминий прекрасно куется, прокатывается и штампуется.
В чистом виде алюминий весьма мягок и пластичен, но гравировать на нем символы, обозначения и линии тяжело. Более пригодны для гравирования его сплавы с другими цветными металлами.
Главным преимуществом алюминия есть его легкость.
Цинк — металл голубовато-белого цвета. Как и алюминий, на воздухе скоро окисляется, наряду с этим на его поверхности образуется узкая пленка, предохраняющая его от предстоящего окисления.
В холодном виде в большинстве случаев хрупок, легко гравируется, а при нагревании до 120° прекрасно куется, принимая всевозможные формы. При предстоящем нагревании цинк опять делается хрупким.
Олово —металл белого цвета, мягкий и тягучий, вольно поддающийся прокатке и ковке. Олово прекрасно противостоит действию жидкости, кислот и воздуха, легко гравируется.
В сплаве со свинцом используется как припой для пайки.
Свинец — металл серого цвета, скоро тускнеющий на воздухе. Изюминкой свинца есть его чрезвычайная мягкость и высокая плотность.
Каждая механическая обработка свинца производится в холодном виде. Свинцовая пыль при плавлении свинца и выделяющиеся газы крайне вредны для людской организма и приводят к тяжёлым отравлениям.
Цветные сплавы. При изготовлении технических изделий с последующим производством гра ерных работ самый активно используются латунь, латунь, дюралюминий, гарт и т. д.
Латунь — сплав меди с цинком. Свойства бронзы определяются процентным содержанием цинка и других легирующих элементов. Содержание цинка в латуни —от 10 до 42%.
Цифра в марках бронзы показывает на процентное содержание в ней меди. К примеру, марка «7162 обозначает латунь, в состав которой входит 62% меди, другое —цинк.
Эта марка бронзы отличается пластичностью и используется в граверном деле для штамповки, тиснения клеймами и металлическими пуансонами. Латунь марки ЛС59 одинаково удачно употребляется и для ручного и для механического гравирования (на станке-пантографе), так как дает большой класс шероховатости.
Латунь —сплав меди с другими цветными металлами (оловом, алюминием, никелем, кремнием, марганцем и т. д.). Свойства и назначение латуни разны в зависимости от состава.
Латуни подразделяются на алюминиевую, кремнистую, оловянистую, бериллиевую и др. Латуни активно используются при гравировании.
Дюралюминий — достаточно пластичный и вместе с тем прочный сплав. Дюралюминий содержит не считая алюминия медь, магний, кремний и др.
Особенно прекрасно гравируется механическим методом, т. е. на пантографе.
Типографские сплавы (гарт и др.) являются сплавами свинца, олова и сурьмы. На них прекрасно и легко гравировать. Из гарта изготовляют клише с гравировкой и печати разной конфигурации под краску, факсимиле и пр.
Используют и свинцово-сурьмяный баббит, что самый недорог и не имеет в собственном составе дефицитного металла —олова. Данный сплав легок, а выгравированные на нем изображения сохраняются долгое время.
Материалом заготовок для железных штриховых мер смогут быть: медь, латунь марок ЛС59 либо ЛС62, бериллиевая латунь Бр2БТ, нейзильбер, инструментальная сталь марки У8А, нержавеющая сталь марки 1Х18Н9Т, молибден, алюминиево-волшебник-ниевые и железо-никелевые сплавы, инварстабиль (сплав железа с никелем) марки ЭИ797, дюралюминий и др.
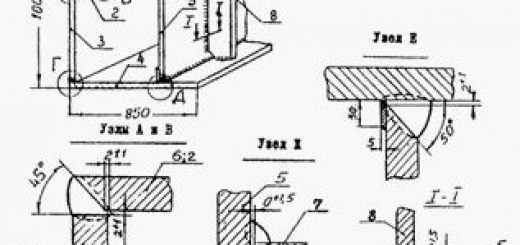
Для изготовления образцовых штриховых мер значительно чаще употребляются плоские, Х- и Y-образные заготовки из инварстабиля марки ЭИ797. К штриховым мерам предъявляются твёрдые требования в отношении точности геометрических качества и размеров поверхностей, а следовательно, такие же требования должны предъявляться и к заготовкам.
Так как заготовки имеют сложное поперечное сечение, технологический процесс их изготовления складывается из солидного числа трудоемких операций. Под заготовки применяют особые поковки, имеющие квадратное поперечное сечение.От поковки отрезают дисковыми пилами брусок длиной 1050 мм.
На торец бруска наносят клеймо (номер плавки, порядковый номер линейки и т. д.), после этого брусок подвергают механической обработке с целью придания ему нужной конфигурации.
В технологический процесс обработки бруска входят следующие операции: строгальные обдирочные, фрезерная, расточная, сверлильная, слесарные, шлифовальная обдирочная, чистовые шлифовальные, строгальная и притирочная. Причем механическая обработка сопровождается термической, назначение которой — снятие внутренних напряжений в материале, появляющихся благодаря его деформации в ходе механической обработки.
Подготовленную заготовку подают на делительный участок, где на особых делительных автомобилях на штриховой дорожке наносят 1010 штрихов через 1 мм.
Для’изготовления диафрагм, сеток и т. д. используется узкая прокатная лента из разных цветных металлов. Для устранения в прокатной ленте остаточных деформаций, появляющихся по окончании термической обработки, нужно проводить низкотемпературный отжиг; так, латунную ленту подвергают термообработке при температуре 300 °С (охлаждение и нагрев вместе с термостатом).
Латуни имеют более равномерную остаточную деформацию, исходя из этого они более предпочтительны при твёрдых требованиях сохранения угловых размеров между штрихами лимбов.