Миниатюрные изделия
")
Микроминиатюризация, микротехника, микрометаллургия; микротехнология, микрообработка, микроизделия — все это понятия, конкретно связанные с техническим прогрессом в ряде промышленного производства и отраслей промышленности.
Миниатюрные изделия — это изделия производства, габаритные размеры которых не превышают нескольких миллиметров.
Микроизделия — это изделия производства, главный размер которых менее 0,1 мм, к примеру микропровод, диаметр которого менее 0,1 мм, лепестки, выводы электронных схем, спирали, волоски устройств толщиной менее 0,1 мм.
К конструктивным элементам изделий малых размеров относятся круглые отверстия диаметром 1 мм и менее, отверстия сложной конфигурации, громаднейший размер которых равен либо менее 1 мм. К микроотверстиям относятся круглые отверстия диаметром 0,1 мм и менее и отверстия сложной конфигурации, громаднейший размер которых не превышает 0,1 мм.
Соответственно инструмент (сверла, развертки, метчики, пуансоны) для получения круглых ровных и резьбовых отверстий диаметром менее 1 мм и отверстий сложной конфигурации размером менее 1 мм принято именовать малоразмерным. Это наименование соответствует ГОСТ 8034—67 «Сверла спиральные малоразмерные с утолщенным цилиндрическим хвостовиком».
Распространяя это понятие, инструмент для получения микроотверстий будем именовать микроразмерным.
Пазы, щели, проточки, прорези считаются узкими, в случае если их ширина менее 1 мм. Соответственно микропазы, микрощели имеют ширину менее 0,1 мм. К узким изделиям относятся изделия толщиной от 0,05 до 0,25 мм, а к узким — толщиной менее 0,05 мм.
Узкими миниатюрными являются изделия, громаднейший размер которых образовывает пара миллиметров, а толщина менее 0,25 мм; миниатюрными узкими — изделия толщиной менее 0,05 мм.
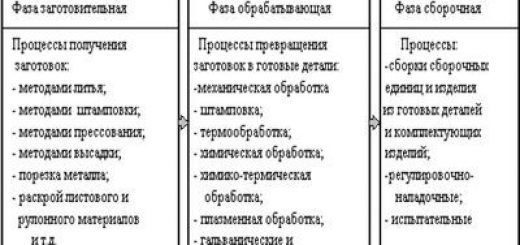
Предметами описания и исследования в данной работе являются разработка, инструмент, автоматизации производства и средства механизации миниатюрных изделий, способы конструктивных элементов и обработки поверхностей (круглых и профильных отверстий, пазов, щелей, резьб, проточек, спиралей, канавок и т. д.) размером 1 мм и менее в макроизделиях; приемы изготовления узких и узких изделий, способы исполнения разъемных и неразъемных соединений малых размеров. Изготовление миниатюрных изделий и обработка поверхностей малых размеров требует применения принципиально новых подходов к построению структур операций, автоматизации средств и разработке механизации и не есть копированием разработки макроизделий с учетом масштабного фактора.
Приемы изготовления, соединения и сборки миниатюрных изделий имеют собственные своеобразные изюминки. Так, изюминкой пробивки отверстий малых размеров есть опасность утраты устойчивости пуансоном ввиду его прочности и малой жёсткости.
Изюминкой сверления, развертывания, нарезания резьбы в малых отверстиях есть более резкое влияние, если сравнивать с обработкой громадных отверстий таких факторов, как биение шпинделя и инструмента станка, качество и состояние обрабатываемой поверхности, величина вылета инструмента, равномерность и характер подачи.
Изюминкой токарной обработки миниатюрных изделий есть поперечный изгиб заготовки от давления резца. Для исключения этого нежелательного явления нужно использование не только схем обработки и особых режимов, но и настройки оборудования и специальных приспособлений.
При шлифовании миниатюрных изделий отмечается большое понижение их поверхностной твердости, что обусловливает необходимость применения повторной термообработки.
В миниатюрных изделиях, содержащих соединения, полученные пайкой, склеиванием и сваркой, имеют место более тесные связи между соединенными элементами. Благодаря этого при термическом, механическом, химическом и электрическом действии на один из них в другом элементе кроме этого происходят структурные и термодинамические трансформации.
Исходя из этого изюминкой пайки и сварки изделий малой толщины есть необходимость в локальном подводе строго дозированного количества тепла для исключения прожогов и чрезмерного термического действия на соединяемые и соседние элементы.
Термическая обработка миниатюрных изделий характеризуется строгим соблюдением установленных режимов, мельчайшее нарушение которых, в большинстве случаев, ведет к неисправимому браку: необратимым структурным трансформациям, чрезмерным деформациям, утрата геометрической формы и вторым нежелательным явлениям.
Размеры миниатюрных изделий имеют собственные оптимальные пределы. В одних случаях эти пределы обусловлены прочностью и малой жёсткостью используемых при обработке инструментов, в других — особенностями материалов, каковые заметно изменяются при уменьшении размеров изделий, в третьих — экономическими мыслями.
Установлено, что при микроскопических поперечных размерах жёсткие и сверхтвердые материалы, такие как бриллиант, нитрид бора, эльбор, полупроводники, стекло ведут себя как упругие и пластичные материалы и при микроскопической обработке резанием дают сливную стружку.
Любой из способов обработки имеет более либо менее четкие границы технически вероятного и экономически целесообразного применения. Так, металлические сверла используют чтобы получить отверстия до 0,05 мм.
Электроэрозионным способом в токопровод-ных материалах взяты отверстия диаметром до 0,01 мм. Но экономически самый выгодно получение круглых и профильных отверстий диаметром либо громаднейшим поперечным размером более 0,1 мм.
Отверстия, размерами менее 0,1 мм целесообразно обрабатывать лазерным и электроннолучевым методами. Особенно действенны эти методы при обработке изделий из жёстких материалов: минералокерамики, стекла, ситаллов, технических камней.
При обработке узких и узких изделий фактически исключена возможность применения классических способов обработки — холодной штамповки, механической обработки и др. Это влечет необходимость методов обработки и разработки приёмов, основанных на химических, электрохимических, электрофизических явлениях; на применении результата осаждения металлов методом их катодного напыления, гальванического наращивания, переноса на базе адгезионных явлений, вытягивания и выращивания из расплава.
Во многих случаях для штамповки узкие изделия набирают в пакет и после этого подвергают обработке.
Разнообразие способов, средств и приёмов производства миниатюрных изделий обусловливается, с одной стороны, их малыми размерами, технологическими условиями на изготовление, требованиями точности и т. п., а иначе тем, что сейчас нет жёстких рекомендаций по рациональному выбору того либо иного способа обработки.
Отсутствие обобщающего опыта и серийно производимого оборудования ведет к тому, что, в большинстве случаев, каждое предприятие собственными силами и по-своему решает неприятности производства миниатюрных изделий. Наряду с этим проектируется и изготавливается нестандартизированное оборудование, инструмент и оснастка, на что отвлекаются материальные ресурсы и значительные людские.
На фоне известных удач в автоматизации и области механизации технологических процессов производства макроизделий заметно отставание в автоматизации производства и комплексной механизации миниатюрных изделий. Многие операции по их соединению и обработке остаются ручными.
Область разработки, охватывающая производство миниатюрных изделий и обработку конструктивных элементов малых размеров, будет в состоянии становления.