Виды производства столярных изделий
Поточное производство
В столяркой отрасли деревообрабатывающей индустрии различают два главных типа производства — массовое и серийное.
Массовым именуется производство, производящее относительно маленькое число видов изделий много — десятками и тысячами тысяч штук, причем выпуск этих изделий производится в течение долгого времени без трансформации их конструкции.
Серийным именуется производство, производящее изделия отдельными партиями (сериями), различными по ассортименту этих изделий и их количеству. В зависимости от размеров серий различают мелкосерийное и крупносерийное производство.
В массовом и серийном производстве отличных показателей дает работа по принципу постоянного потока. В непрерывно-поточном производстве технологический процесс изготовления каждого изделия расчленен на небольшие операции, требующие для собственного исполнения затраты однообразного времени.
Любая операция всегда выполняется одним рабочим. Это содействует наилучшему и самый быстрому ее исполнению.
оборудование и Рабочие места находятся в порядке последовательности операций по возможности по прямой линии.
Трудовые процессы максимально механизированы. в течении всего потока трудятся специальные станки, любой из которых рекомендован для определенной операции и исходя из этого не требует нередкой переналадки.
Обрабатываемые подробности, группы и узлы перемещаются от одного рабочего места к второму в строго установленное время по наикратчайшему пути.
Чем прямее поток, тем выше производительность.
")
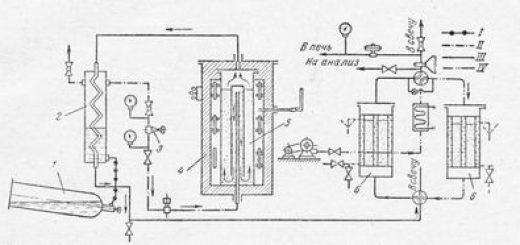
Рис. 1. Пути перемещения в ходе обработки нижнего дверного бруска (целая линия) и стоемного бруска оконной створки (пунктирная линия) до реконструкции машинного цеха: 1 — маятниковая выпивала: 2 — круглопильный станок для продольного пиления; 3 — фуговальный станок; 4 — ваймы; 5 — рейсмусовый станок; 6 — торцовочный станок; 7 — разметочный стол; 8 — шипорезный станок; 9 — фрезер-шипорез; 10 — горизонта пьно-сверлиль-ный станок; 11 — цепнодолбежный станок; 12 — фрезерный станок; 13 — вертикально-сверлильный станок
Рис. 2. Пути перемещения в ходе обработки нижнего дверного бруска (целая линия) и стоемного бруска оконной створки (пунктирная линия) по окончании реконструкции машинного цеха
Любая очередная подробность (либо изделие) обязана поступать в поток через определенный временной отрезок, равный времени, потребному на исполнение рабочей операции на каждом рабочем месте. Выпуск готовых подробностей (либо изделий) с последнего рабочего места потока происходит с таким же промежутком времени.
Время исполнения операции на каждом рабочем месте постоянного потока именуется ритмом работы.
Выяснить ритм нетрудно. В случае если, к примеру, за смену должно поступить с поточной линии 400 обработанных брусков, то ритм работы составит (480 мин.: 400 дет.) 1,2 мин.
В противном случае говоря, через каждые 1,2 мин. в поток обязан поступать необработанный брусок и через каждые 1,2 мин. поток обязан выдавать один брусок, готовый для сборки.
Отставание от ритма, равно как и его опережение на отдельных рабочих местах потока, одинаково вредны. Отставание приводит к накоплению подробностей на одних рабочих местах и простои на вторых, опережение ведет к простоям на недогруженных рабочих местах.
Дабы избежать этого, организуют работу так, что операции, не укладывающиеся в этот ритм при исполнении на одном рабочем месте, выполняются на двух и более смежных местах.
Поток возможно несложным и групповым, постоянным и переменным, постоянным и прерывным.
Несложный поток складывается из одной поточной линии, приспособленной для обработки однообразных подробностей. В § 101 обрисован несложный поток сборки оконных дверных полотен и переплётов, предложенный А. М. Баюсовым и Ф. И. Вандакуровым.
Групповой поток складывается из двух и более поточных линий, на которых в один момент обрабатывается пара разных подробностей, входящих в конструкцию изготовляемого изделия.
На постоянной поточной линии все время обрабатываются однообразные подробности; на переменной обрабатываются посменно либо через другие промежутки времени разные подробности.
Постоянный поток трудится с одним ритмом; в прерывном потоке между некоторыми операциями имеются разрывы, к примеру для выдержки подробностей по окончании склеивания. В столярном производстве чаще используют групповой прерывный поток.
Это разъясняется разнообразием подробностей по размерам и форме и долгими выдержками по окончании некоторых операций.
В поточном производстве различают главную поточную и параллельные линию . Главная поточная линия идет в течении всего технологического процесса до выпуска готовой продукции включительно; параллельные линии в большинстве случаев захватывают только часть технологического процесса.
Рис. 3. Схема технологического процесса изготовления дверного блока
Значительно чаще параллельные линии потока организуют при обработке деталей на станках. В сборочном цехе параллельные линии сливаются с главной линией потока.
Поточный способ применим в каждом производстве независимо от степени его механизации. Исключение составляют небольшие мастерские с малым числом рабочих, занятых изготовлением каких-нибудь единичных изделий либо ремонтом. Поток возможно и ручным.
В этих обстоятельствах подробности передаются с одного рабочего места на второе самими рабочими либо же при помощи несложных транспортных устройств. На механизированных фирмах поток довольно часто обслуживается конвейером.
Технологический процесс любого производства возможно оформить (изобразить) в виде схемы, наглядно показывающей взаимосвязь и последовательность производственных операций, составляющих процесс изготовления изделия, начиная от раскроя и подачи сырья и заканчивая выпуском готового изделия.
По приведенной схеме возможно не только выяснить последовательность и количество производственных операций, нужных для изготовления каждой подробности, узла, группы, изделия, но и установить, какие конкретно требуются виды станочного оборудования и в каком количестве, как расположить оборудование, каким должен быть поток. Но схемы не предусматривают приемов обработки.
Исходя из этого к ним, в большинстве случаев, прилагаются технологические и инструкционные карты.