Производство мелких изделий
(Бумажные кружева, салфетки, бордюры, гофрированные капсюли, бирки и картонные кружки)
Бумажные кружева (блонда, вернее имитация кружев). Они используются в основном для оформления коробок под кон дитерские изделия либо под глазированные фрукты, пряники и др.
Форма зубцов бумажных кружев возможно разнообразной. Для прямоугольных и граненых коробок зубцы смогут иметь совсем произвольную форму, а для круглых и круглых коробок они должны быть долгими и иметь такую форму, дабы по окончании вклейки в круглую коробку они укладывались радиально без складок.
Бумажные кружева возможно изготовлять в виде полос и в виде ленты (в катушках). Кружева в виде полос изготовляют на прессе при- помощи гравированного штампа, по принципу конгрев-ных работ, в виде полос методом тиснения и вырубки на особой «блондочной» машине; тут бумажная полоса проходит между двумя валами: один из них металлический гравированный, а второй бумажный матричный.
Для контурной прорубки тисненных кружев помогает третий металлический ровный Бал,- расположенный под металлическим гравированным валом: Блондочные автомобили время от времени соединены с одно- либо двухкрасочными печатными аппаратами, каковые предварительно наносят печатный рисунок на бумагу, и так получаются бумажные кружева с одно- либо двухкрасочным печатным оформлением.
Бумажные салфетки. По принципу производства бумажных кружев изготовляют кроме этого бумажные салфетки различных размеров и форм.
Салфетки смогут быть круглыми, многогранными, прямоугольными и других форм. Тиснение кружев в полосах и различных салфеток производится в один момент по паре страниц (5—8 штук), в зависимости от плотности бумаги.
Для более эргономичного разделения бумаги по окончании совместной штамповки, она предварительно натирается тальком.
При отсутствии надлежащего оборудования бумажные кружева в полосах и салфетки возможно изготовлять упрощенным методом, для чего требуется наличие гравированного металлического штампа; на него укладывают пара полос бумаги и ударами древесного молотка выколачивают рельефный узор кружев.
Лучшим материалом для производства бумажных кружев есть писчая бумага плотностью 60—70 г/м2-, для производства столовых салфеток направляться использовать белее узкую и мягкую бумагу, поскольку они предназначены для вытирания рук.
Для украшения кондитерских и других коробок довольно часто используют ровную блонду, которую изготовляют, как и другие бумажные кружева либо же при помощи ножевых высечек.
Бордюры. Для отделки более сложных коробок используют разные узенькие бордюры. Их изготовляют из бронзированных, блестящих и других декоративных бумаг.
Бордюр возможно тисненым, узким с прямыми краями либо же второй узорчатой формы. Изготовляют бордюры при помощи гравированных штампов по принципу производства бумажных кружев.
Ширина бордюров время от времени равна 2—3 мм, а при наклейке их нужно натягивать, исходя из этого бордюры необходимо изготовлять из более прочной на разрыв бумаги. Бордюры активно используются для отделки елочных игрушек.
Гофрированные капсюли. К группе бумажных тисненых изделий относятся кроме этого гофрированные бумажные капсюли.
Они используются для закупорки лекарств, для различных дорогих конфет, для других изделий и пирожных.
Производство бумажных капсюлей сводится к высечке бумажных подробностей с последующей протяжкой их через рифленые формы. В зависимости от формы высеченных бумажных подробностей капсюли покупают ровную либо зубчатую форму.
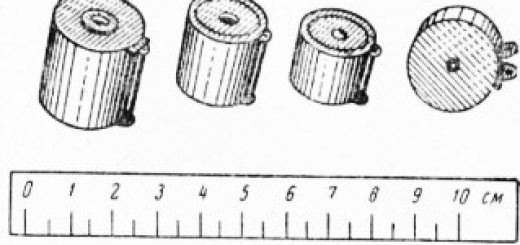
Для производства бумажных капсюлей используют особенные формы различных размеров, каковые изготовляют из пальмового дерева, а внутреннюю рифленую втулку — из кости. Финиш пестика (рифленый) также должен быть прочным; он изготовляется в большинстве случаев из кости.
Высеченные на простом оборудовании (конвертные прессы и др.) бумажные подробности перед протяжкой должны быть увлажнены до таковой степени, дабы бумага утратила всякую жесткость. Для этого бумажные подробности раскладывают в древесном коробке, что накрывают мокрой тряпкой; в коробке подробности находятся , пока они не увлажнятся в достаточной степени.
Увлажненные кружки, пачками по 10—15 штук, закладывают в форму и пестиком проталкивают их через рифленую муфту. По окончании протяжки готовые капсюли в том виде, в каком они выходят из формы, помещают на время сушки в особенные гнезда, дабы они на протяжении сушки не утратили купленной формы.
Для механического производства капсюлей помогают полуавтоматические установки; они складываются из револьверного диска и протяжного устройства для подачи подробностей под протяжку. Высеченные бумажные подробности закладывают пачками по 10—15 штук в гнезда револьверного диска, и протяжка капсюлей производится машинально,
При механическом производстве капсюлей вместо увлажнения бумажных подробностей производится собственного рода термическая обработка. В нижней части формы расположена нагретая до 120—130° железная муфта, в которой капсюли за время прохождения через нее фиксируют собственную сгофри-рованную форму.
Производительность для того чтобы станка достигает 100 тыс. капсюлей за смену.
Укладываемые пачки должны содержать определенное и однообразное количество подробностей, поскольку при меньшем количестве подробностей получается нехорошая гофрировка, а изли-лишек может повлечь порчу станка.
В качестве материала для капсюлей используется узкая бутылочная бумага (для аптекарских капсюлей) либо подпергамент плотностью 50 г/м2, и писчая бумага.
бирки и Картонные кружки. Для всевозможных целей требуется огромное количество разных печатных либо тисненых картонных прочих деталей и бирок.
Для изготовления картонных кружков для закупорки молочных бутылок, всевозможных товарных бирок, подставок для чашек, дощечек для намотки ниток и многих аналогичных картонных изделий” требуется, дабы штампование и печатание происходили в один момент. Это нужно чтобы контурные высечки совпадали с рисунком.
Как мы знаем, картонные кружки Для закупорки молочных бутылок должны иметь печать, отмечающую дату либо сутки розлива. Помимо этого, кружки должны быть по техническим условиям покрыты узким слоем парафина.
Все указанные процессы печатания, высекания и парафинирования кружков производятся в один момент на особом автомате. Картон для данной цели (белый либо бурый древесный плотностью 400—450 г/м2) заготовляется в бобинах, определенной ширины.
При отсутствии рулонного картона возможно пропускать картон в полосах, но наряду с этим получаются громадные отходы.
Рис. 1. Капсюльный направляться.
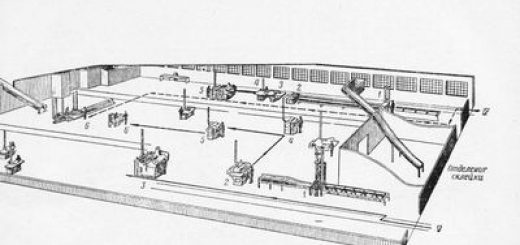
Для изготовления картонных кружков на указанном оборудовании полосу картона определенной ширины направляют при помощи пары подающих валиков в машину, в которой одно за вторым расположены:
а) приспособление для печатания в одну краску;
б) многопуансонный штамп для высечки кружков;
в) выталкиватели высеченных кружков;
г) транспортер для подачи кружков в парафинировальное приспособление, расположенное за транспортером;
д) сушильный транспортер.
")
Рис. 2. Автомат для производства молочных пробок.
Парафинирование кружков производится между двумя барабанами, покрытыми фетром, благодаря чего парафин наслаивается весьма узким слоем; расход его не более 50 г на 1000 кружков. Производительность для того чтобы автомата при постоянной работе с картонных бобин—около 10 тыс. кружков в час.
Другие изделия подобного рода изготовляют на эксцентриковых автоматах, снабженных особенным устройством, при помощи которого печатание либо тиснение происходит в один момент с высечкой. Высекаются подробности различных форм, причем для каждой из них требуется особенный штамп.
В зависимости от размера изделий штамп возможно одно- либо многопуансонный, что существенно увеличивает производительность автомата.