Наладка молотовых штампов
Перед установкой штампа его осматривают, очищают от грязи опорные поверхности и ручьи, ликвидируют увиденные недостатки: заваривают дуговой сваркой, а после этого шлифуют вмятины и трещины; зачищают наплывы и т. д.
Штампы подогревают в печи либо на особых плитах посредством переносной газовой горелки до температуры, упомянутой в технологической карте.
В один момент контролируют состояние мест крепления (пазы в бабе и штамподержателе). Найденные задиры, забоины ликвидируют зачисткой; грязь, окалину и загустевшую смазку удаляют.
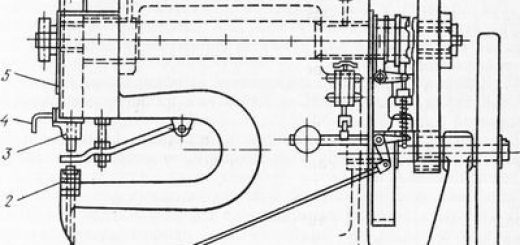
При наладке штампов контролируют высоту штампового пространства молота по схеме, продемонстрированной на рис. 1. Делается это чтобы не случилось поломки рабочего цилиндра при установке через чур низких штампов.
Высота hlu штампа должна быть больше разности Н—а, где а — высота паровой либо воздушной подушки. В противном случае поршень при ходе бабы вниз может выбить нижнюю крышку цилиндра.
Для установки штампа бабу молота опускают на железные либо древесные подставки, устанавливаемые на шаботе.
Установка штампа на молоте выполняется в таковой последовательности: забивка шпонок в соответствующие пазы верхней половины штампа и штамподержателя; закрепление нижней половины штампа; закрепление верхней половины штампа.
При установке штампа посредством мостового крана пользуются особыми приспособлениями. В случае если приспособлений нет, то для подачи штампа в штамповочное пространство оттягивают штамп в сторону молота по мере опускания крюка.
По окончании того как штамп поставлен в штамповое пространство, снимают цепь либо трос, удаляют цапфы стропов из подъемных отверстий и ломиками передвигают штамп по штамподержателю до совпадения шпоночных пазов.
При установке верхней половины штампа на шпонку укладывают прокладку. Дабы прокладки не упали, их покрывают солидолом. Потом, подняв бабу, удаляют подставки и медлительно сажают бабу на хвостовик штампа до соприкосновения с прокладками.
После этого саблю переводят в крайнее правое положение, и баба хорошо садится на хвостовик. Подачу пара прекращают, причем сабля остается на месте.
Потом несколькими ударами кувалды закрепляют верхний клин и контролируют размещение обеих половин штампа по так называемым контрольным углам. Данный угол образуют две взаимно перпендикулярные плоскости, простроганные на боковой гранях и передней обеих половин штампа.
Его располагают на том из углов, боковая сторона которого меньше изрезана открытыми ручьями. Контрольный угол употребляется не только при установке, но и как база для разметки штампа при контроле его фигуры.
Рис. 1. Схема определения высоты штампового пространства молота и величины захода сабли:
1 — поршень, 2 — цилиндр, 3 — съемная втулка, 4 — уплотнение, 5 — направляющая втулка, в — сабля (рычаг парораспределения), 7 — направляющие станины, 8 — шток, 9 — баба, 10 — штам-подержатель; 11 — высота штампового пространства, h — величина захода сабли, а — высота паровой подушки
По окончании проверки по контрольным углам верхний клин забивают до отказа «соколом» — железным стержнем с утолщением на финише. После этого клиньями закрепляют нижнюю половину штампа.
Протяженность выступающей части клиньев образовывает 50— 100 мм, это снабжает самый быстрый демонтаж штампа.
шток и Баба в месте его крепления к бабе перед работой должны быть прекрасно нагреты (до 200—300°С). Нагрев в большинстве случаев реализовывают переносными газовыми горелками, каковые употребляются и для нагрева штампов.
Не считая выверки по контрольным углам установку штампов осуществляют контроль по зазорам между опорными поверхностями и заплечиками штампа бабы и штамподержателя. Отсутствие зазора (0,5— 1,5 мм) показывает на то, что штамп не опирается на хвостовик, что может привести к поломке штампа на протяжении работы.
Исходя из этого, узнав обстоятельство неправильной установки (изношенность бабы либо штамподержателя и др.), ее ликвидируют, для чего под хвостовик время от времени кладут железные прокладки.
По окончании устранения установки и проверки штампа найденных недостатков осуществляют контроль, совпадают ли ручьи верхней и нижней половин при ударе. Сперва наносят удар без заготовки, а позже выполняют пробную штамповку нескольких поковок.
В случае если на них не будет найдено недостатков, то приступают к изготовлению партии поковок.
")
Рис. 2. Установка бабы молота на подставку:
1 — штамподержатель, 2 — станина, 1 — направляющая, 4 — баба, 5 подставка
Рис. 3. Молотовой штамп, подготовленный к закреплению на бабе:
а — неспециализированный вид, б — установка прокладок; 1 — нижний штамп, 2 — верхний штамп, 3 — прокладки, 4 — шпонка
По окончании изготовления нужной партии поковок штамп снимают с молота. Для этого, опустив бабу вниз и закрыв впускной и дроссельный клапаны, кувалдой либо «соколом» выбивают клинья, крепящие верхнюю и нижнюю половины штампа.
При выбивании клиньев в зависимости от того, как выходят они за торец штампа, используют маленькие либо долгие выколотки.
Удалив клинья, бабу поднимают вверх приблизительно на 200 мм (для этого снова открывают впускной и дроссельный клапаны). В случае если наряду с этим верхняя добрая половина штампа будет подниматься с бабой, нужно поднять бабу еще на 100 мм, а позже быстро кинуть вниз.
Наряду с этим шпонка обязана выйти из паза и верхняя добрая половина штампа освободится.
Подняв бабу вверх и поставив ее на подставку, кувалдой либо «соколом» сдвигают с места нижнюю половину штампа. После этого в подъемные отверстия вставляют цапфы, на каковые надевают стропы либо цепи, и краном перемещают штамп к месту хранения.