Наладка станков
")
Различают наладку станков техническую и размерную, т. е. на заданные размеры обработки подробности. Размерную наладку станка довольно часто именуют настройкой.
Техническая наладка снабжает исправность станка, точность его работы, точность размеров и формы режущего инструмента. Эти качества станка смогут быть нарушены износом его подробностей и режущего инструмента, заменой некоторых его подробностей при ремонте.
При технической наладке выверяют: прямолинейность поверхности рабочего стола и правильность размещения последнего, точность размещения рабочих валов и режущего инструмента по отношению к поверхности рабочего стола (параллельность, перпендикулярность либо должный угол наклона); выбалансированность рабочих валов и режущего инструмента с обнаружением их биения и вибраций; правильность и крепления и надёжность установки режущего инструмента, правильность размещения подающего механизма по отношению к рабочему рабочему и валу столу; степень давления подающего механизма на обрабатываемый установку и материал механизма на толщину материала; исправность зажимных приспособлений, ограждений и т. д. В то время, когда при технической наладке требуется опробовать станок на ходу, его пускают вхолостую. Эта наладка не предусматривает точности обработки определенного вида подробностей.
Не учитываются кое-какие инструмента деталей и деформации станка, появляющиеся при работе станка под рабочей нагрузкой.
Техническую наладку делают рабочие ремонтно-механиче-ского цеха при планово-предупредительном ремонте оборудования, во всякое второе время — наладчик станков. Трудящимся на станках кроме этого нужно мочь определять и выправлять техническую неналаженность станка, поскольку она постоянно является обстоятельством брака обработки подробностей.
Размерная наладка (настройка) станка содержится в том, дабы обеспечить правильные размеры обрабатываемых подробностей в соответствии с допускам и чертежу отклонений. Сущность размерной наладки содержится в установлении взаиморасположения режущего инструмента (режущей кромки) и закрепленной на рабочем столе обрабатываемой подробности.
Наряду с этим регулируют положение рабочего стола, зажимов и упоров на нем, режущего инструмента по отношению к обрабатываемой подробности, механизма подачи по толщине обрабатываемых подробностей.
Различают три метода размерной настройки станка: 1) расчетный, 2) обработки пробных подробностей и 3) комбинированный.
Расчетный метод пребывает в том, что перед работой на станке устанавливают соответствующий режущий инструмент; рабочий стол, ограничители и упоры устанавливают в таком обоюдном размещении и на таком расстоянии друг от друга, дабы уложенная на столе по упорам предназначенная к обработке подробность по окончании обработки имела размеры и форму, соответствующие заданным. Наладка станка этим методом производится достаточно скоро, но она не отличается высокой точностью, поскольку не учитывает факторы, появляющиеся в ходе работы станка, к примеру вибрации режущего инструмента.
Метод пробных подробностей предусматривает обработку на станке на протяжении его настройки пробных подробностей. Размеры обработанных пробных подробностей измеряют и по итогам измерений регулируют установку стола, инструмента, других приспособлений и упоров.
В то время, когда очередная пробная подробность по окончании обработки будет иметь заданные размеры, станок считается настроенным. Данный метод снабжает весьма правильную настройку, поскольку обработка пробных подробностей производится в простых производственных условиях.
Наряду с этим кроме того учитывается влияние на точность обработки вибраций инструмента. Недочётами этого метода являются кропотливость измерений и значительная длительность наладки пробных подробностей.
Комбинированный метод наладки имеет громаднейшее использование. Он содержится в сочетании расчетного метода наладки с последующей обработкой пробных подробностей и проверкой их размеров.
Предварительная наладка станка расчетным методом разрешает уменьшить количество обрабатываемых пробных подробностей и тем самым сократить неспециализированное время наладки станка при высокой точности настройки.
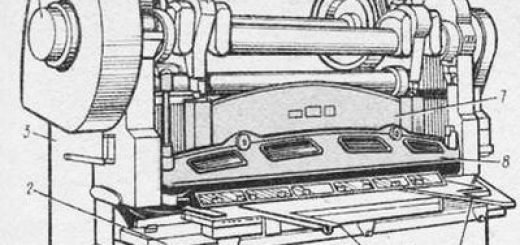
Пример. Имеется партия подробностей, отфугованных с одной стороны. Требуется sin детали острогать на станке (рейсмусовом) с противоположной стороны в размер, т. е. параллельно отфугованной стороне на заданную толщину.
Станок исправлен и технически налажен. В частности, режущие кромки ножей параллельны поверхности рабочего стола; подающие вальцы параллельны поверхности стола и ножевому валу; нижние направляющие громадны поддерживают поверхность стола на должную высоту.
При размерной наладке устанавливают стол станка приблизительно на заданную толщину подробности с некоторым ее превышением (расчетный метод), пускают станок на полный движение и острагивают одну пробную подробность (метод обработки пробных подробностей). Толщину остроганной пробной подробности измеряют, по результату измерения стол поднимают выше и пропускают вторую пробную подробность, толщину которой по окончании строгания измеряют.
Так поступают до получения подробности заданной толщины, по окончании чего станок вычисляют налаженным на размер и приступают к обработке всей партии подробностей.
На точность размерной наладки влияет точность измерительного инструмента, которым определяют размеры обработанных пробных подробностей. самые точные результаты дают измерения микрометром (до 0,02 мм), точность измерений линейкой не превышает ± 0,5 мм.
В ходе работы происходит износ режущих кромок инструмента (затупление), это вызывает разладку станка на установленные размеры. Такая разладка за одну смену работы может быть около величины до 0,2 мм.
Исходя из этого в ходе работы следует сделать контрольный обмер подробностей приблизительно через любой час работы станка. При обнаружении размерной разладки станка делают его подналадку методом перемещения рабочего стола.