Строгание на рейсмусовом станке
Устройство рейсмусового станка. Рейсмусовый станок (рис.
1) рекомендован для строгания подробностей параллельно фугованной стороне до заданной толщины (в размер). В отличие от фуговального станка стол рейсмусового станка складывается из одной сплошной, совершенно верно выстроганной шлифованной плиты и не имеет направляющей линейки.
Ножевой вал расположен над столом. При помощи винтового устройства стол возможно перемещать вверх и вниз для правильной установки на требуемом расстоянии от режущих кромок ножей.
Подача материала механическая.
Рис. 1. Рейсмусовый станок: а — неспециализированный вид; б — схема рабочей части: 1 — рабочий стол станка; 2 — обрабатываемая подробность; 3 — предохранительные когти (подвески); 4 — рифленый подающий валик; 5 — колпак: 6 — ножевой вал; 7 — задняя прижимная колодка; 8 — козырек над валиком; 9 — ровный подающий валик; 10 — нижние направляющие валики
Механизм подачи складывается из двух пар валиков. Первая пара расположена перед ножевым валом, вторая — за валом.
Нижние валики установлены совершенно верно под верхними. Верхние валики вращаются от электродвигателя через зубчатую передачу, исходя из этого их именуют приводными, подающими, питающими; нижние валики установлены вольно и во вращение приводятся подаваемым материалом.
Эти валики именуют направляющими, опорными. Их назначение — уменьшить подачу материала на ножи, над поверхностью стола они должны выступать на 0,1 — 0,2 мм.
При более высокой установке нижних вальцов строгаемый материал от ударов ножей вибрирует, узкий прогибается — строгание получается неровное.
Верхний передний валик делают рифленым, чтобы он лучше сцеплялся с нестроганой поверхностью материала. Данный валик устанавливают на 2 — 3 мм ниже поверхности подаваемого на ножи материала.
Верхний задний валик делают ровным, поскольку рифление портило бы строганую поверхность древесины. Устанавливают его ниже режущих кромок ножей на 1 мм.
Валики механизма подачи расположены параллельнд, исходя из этого в станок возможно подавать в один момент лишь подробности однообразной толщины. Подробность меньшей толщины, хотя бы на 2 — 3 мм, дойдя до ножевого вала, возьмёт в торец мощный удар ножом и вылетит обратно.
Для одновременной обработки на рейсмусовом станке подробностей различной толщины делают рифленый подающий валик секционным.
Секционный валик (рис. 2) складывается из 12 рифленых колец (секций), насаженных на неспециализированную ось и соединенных с ней при помощи пружин.
При прохождении под валиком подробности, толщина которой больше толщины вторых в один момент обрабатываемых подробностей, надавливающие на нее секции смещаются кверху, сохраняя сцепление с подробностью под действием пружин.
В валиках новейшей конструкции внутренние пружины заменены резиновыми кольцевыми прокладками — амортизаторами.
Перед рифленым валиком подвешены подвески, назначение которых — не допускать обратного вылета деталей из станка.
Ножевой вал сверху закрыт подъемным массивным литым колпаком. Колпак есть надежным ограждением и одновременно с этим служит в качестве приспособления для направления стружки в воронку эксгаустера.
Помимо этого, колпак осуществляет подпор волокон при строгании. Для этого его нижняя кромка подведена к самым ножам.
За ножевым валом, на 1 мм ниже уровня режущих кромок, установлена пружинящая прижимная колодка. Ее назначение — давать предупреждение вибрацию подробностей при строгании.
Козырек, шар-самый связанный с прижимной колодкой, мешает попаданию стружки под задний подающий валик.
Наибольшее распространение имеет рейсмусовый станок СР6-2.
Имеются двухсторонние рейсмусовые станки с ножевыми валами, расположенными над рабочим столом и в столе. Станки эти помогают для строгания подробностей, в основном щитов маленьких размеров, с обеих широких сторон на заданную толщину.
На данный момент большая часть производимых в Советском Альянсе рейсмусовых станков имеет секционный рифленый подающий валик, секционную аппарат и опорную кромку колпака для правки и фугования ножей на месте установки. Станки владеют высокой большой производительностью и мощностью.
Все эти станки, не считая СРЗ-З и СР6-2, снабжены фуговально-заточным аппаратом и секционным рифленым валиком.
Наладка рейсмусового станка. Рейсмусовый станок должен быть шепетильно нглажен перед работой.
Любая неточность наладки приводит к дефектам обработки либо ведет к понижению производительности станка.
Чаще всего наблюдаются следующие упущения в наладке рейсмусового станка:
1. Рабочий стол имеет перекос. Строгаемая поверхность не получается параллельной фугованной стороне.
2. Нижние валики подачи установлены над уровнем рабочего стола выше чем на 0,1 — 0,2 мм. Следствием этого есть вибрация обрабатываемых подробностей под ударами ножей, прогиб более узких подробностей.
Строгание получается непрямолинейным и менее ровным, финиши подробностей прострагиваются больше.
3. Рифленый валик установлен весьма низко и через чур очень сильно нажимает на поверхность подробностей при маленькой глубине строгания. Строганая поверхность получается с поперечными вмятинами.
4. Задняя нажимная колодка чрезмерно давит на обрабатываемую подробность. По данной причине подробность, выйдя из передних подающих валиков, останавливается благодаря уменьшения силы подачи.
Так как ножи вращаются , строгается одно да и то же место на поверхности подробности; в следствии тут образуется желобок во всю ширину строгания. По большому счету желобки получаются при всякой, кроме того самой маленькой остановке подробности.
Остановки довольно часто наблюдаются в момент, в то время, когда подробность поступает в задние валики. Это происходит при весьма низком размещении верхнего заднего валика, т. е. при его чрезмерно громадном нажиме на подробность.
Обстоятельствами остановки либо краткосрочной задержки подробности смогут быть кроме этого недостаточный нажим на подробность подающих валиков, через чур высокая установка нижних валиков, сильное загрязнение рабочего стола смолой при обработке сосновых подробностей.
5. Под задний ровный валик попадает стружка благодаря неправильной установки накидного козырька либо неисправности эксгаустера. По данной причине на строганой поверхности образуются вмятины, время от времени происходит задержка подробности.
При наладке станка нужно иметь в виду, что при громадном заполнении стола, к примеру при строгании широких щитов либо одновременной подаче подробностей во всю ширину стола, давление подающих вальцов должно быть повышенным, поскольку сопротивление резанию в этих обстоятельствах очень сильно возрастает. При строгании узких подробностей либо строгании с маленьким заполнением стола давление подающих вальцов необходимо уменьшать, дабы избежать смятия древесины.
Работа на рейсмусовом станке. Производительность станка зависит от числа и скорости подачи в один момент обрабатываемых подробностей.
Передовики производства постоянно стремятся вести в один момент обработку нескольких подробностей, с тем дабы полностью применять рабочий просвет стола. Они подают подробности торец в торец, утраты машинного времени у них ничтожные.
На станке с цельным рифленым валиком допускается одновременная обработка нескольких подробностей лишь однообразной толщины.
На станке с секционным рифленым валиком допускается строгание подробностей с отличием в толщине до 10 мм. На таком станке нужно получать заполнения обрабатываемыми подробностями всего подачи просвета материала и рабочего стола торец в торец.
Производительность от этого быстро возрастает.
На рейсмусовом станке нельзя обрабатывать подробности, протяженность которых меньше расстояния между питающими валиками. Нужно, дабы протяженность подробностей была не меньше удвоенного расстояния между валиками.
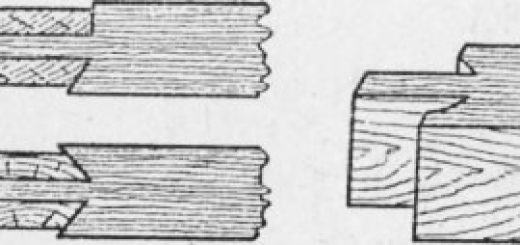
Щиты с наконечниками на торцах, и связанные рамки направляют для обработки в рейсмусовый станок наискось — под углом до 30° (рис. 3).
При прямом запуске поперечных брусков и строгание наконечников рамок происходило бы поперек волокон и поверхность оказалась бы шероховатой, со сколами на внешних кромках.
При строгании длинномерных подробностей, к примеру стоемных брусков дверных полотен, нужно увеличивать выходную часть стола. В случае если этого не делать и допускать свисание финишей обрабатываемой подробности, то они, действуя как рычаг, при свисании с переднего края стола- будут ослаблять давление нажимной колодки, а при свисании с заднего края стола — давление рифленого валика.
нажимная колодка и Валик могут быть кроме того немного поднятыми. В следствии финиши длинномерных подробностей на большой части длины будут сострагиваться больше чем необходимо, выходить из размеров, образуя брак, не смотря на то, что с фуговального станка они поступили обработанными верно и с должным припуском.
Выходную сторону рабочего стола удлиняют, прикрепляя к ней заподлицо древесный щит длиной 600 — 800 мм. При строгании весьма долгого материала, не считая добавочного щита, устанавливают по ходу материала роликовую подставку, причем ролик поднимают до отметки стола.
Перед станком ставят лишь подставку; тут прикрепленный щит затруднял бы работу станочника.
Рис. 3. Обработка на рейсмусовом станке склеенных рамок
Рейсмусовый станок в большинстве случаев обслуживают станочник с одним подсобным рабочим. Схема организации рабочего места у рейсмусового станка продемонстрирована на рис. 4.
При работе на рейсмусовом станке нужно учитывать опасность обратного выбрасывания подробностей ножевым валом.
")
Рис. 4. Схема организации рабочего места у рейсмусового станка: 1 — штабель подробностей, предназначенных к обработке; 2 — место станочника; 3 — место подсобного рабочего; 4 — штабель обработанных подробностей
Исходя из этого на станке с цельным рифленым валиком одновременная обработка нескольких подробностей допускается лишь при строго однообразной их толщине.