Обработка деталей оконных переплетов, дверных полотен и коробок на станках
")
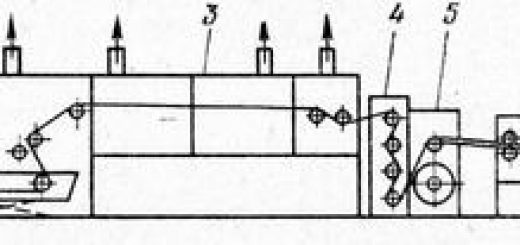
При массовом производстве подробности для оконных переплетов, дверных полотен и коробок обрабатывают на станках. Порядок механической (станочной) обработки подробностей возможно разным.
Это зависит от наличия оборудования на предприятии и от окончательной формы подробностей.
Подробности с шипами, гнёздами и проушинами (бруски обвязки, средники, горбыльки) в большинстве случаев обрабатывают в таком порядке:
1. Поперечный раскрой досок на отрезки на маятниковой либо другой торцовой пиле с припуском по длине.
2. Продольный раскрой отрезков на круглопильном станке для продольного пиления на бруски с припуском по ширине на строгание.
3. Строгание заготовок на фуговальном станке под линейку и в угол. Под линейку строгают лицевую сторону с мельчайшим числом недостатков. Эту сторону в большинстве случаев именуют базисной.
По ней сглаживают при строгании все остальные стороны. Как правило базисной стороной выбирают внешнюю (вогнутую) сторону заготовки.
4. Строгание заготовок в размер на рейсмусовом станке.
5. Оторцовывание строганых подробностей в размер по длине на торцовочном станке либо концеравнителе. Подробности с другими дефектами и сучками, в которых по техническим условиям допускаются заделки, по окончании строгания направляют на сверлильный станок для последующей заделки и высверливания дефектов вставками на клею.
Подробности с заделками торцуют по окончании схватывания клея в заделке. При наличии шипорезного станка с торцующей пилой, к примеру UJO-6, операция оторцовывания отпадает, поскольку оторцовывание производится в один момент с выработкой шипов на шипорезном станке.
6. Выработка шипов и проушин на шипорезном станке. При отсутствии шипорезного станка (на фирмах маленькой мощности) проушины и шипы производят на фрезерном станке с шипорезной кареткой.
7. Выработка гнезд на цепнодолбежном либо сверлильно-пазовальном станке.
8. Отборка профилей на фрезерном станке. Отборку профиля у обвязочных брусков оконного переплета, дверного полотна и у брусков коробки делают за один проход, у средников и горбыльков переплета — за два, а у брусков составных горбыльков дверного полотна — за три прохода.
Отборку профилей делают по окончании выработки шипов, гнёзд и проушин, поскольку подробности прямоугольного сечения устойчивее держатся на каретке шипорезного станка, исходя из этого их закладывают в каретку пачками по нескольку штук. Это увеличивает производительность труда.
Помимо этого, при выборке гнезд на цепнодол-бежном станке долбежная цепь образует отколы древесины на верхней, а при сквозном гнезде и на нижней стороне подробности. При выработке профиля по окончании выборки гнезд эти отколы будут состроганы.
9. По окончании придания окончательной формы подробности шлифуют, в случае если это предусмотрено техническими условиями.
В пара другом порядке обрабатывают филенки для дверных полотен. Филенки из столярных плит и клеёной фанеры, выкроенные по разметке, шлифуют на шлифовальном станке.
Этим заканчивается их обработка. Для изготовления филенок фигарей-ных и с наплавом (дощатых) раскраивают доски на делянки, последние сфуговывают по кромкам и склеивают в щиты.
Щиты выдерживают до полного отвердевания клея и позже строгают на фуговальном станке под линейку и на рейсмусовом — в размер по толщине. Кромки щитов обрезают: продольные — на круглопильном станке для продольного пиления с мелкозубым диском, торцовые — на торцовочном станке.
Время от времени все кромки опиливают на ленточной пиле. Обработку кромок под профиль у фигарейных филенок делают при несложном профиле (фаска) на шипорезном станке, при фигурном профиле — на фрезерном.
Кромки филенок с наплавом обрабатывают на фрезерном станке по упорному кольцу.
Притворные штабики, отливы, обкладки к щитовым дверям, раскладку к филенчатым дверям (подробности без шипов и гнезд) комфортно обрабатывать за один проход со всех сторон на четырехстороннем строгаль-но-калевочном станке. Обработка подробностей за один проход на строгально-калевочном станке в 5 — 6 раз производительнее, чем на вторых станках.
Перекрестные соединения горбыльков вполдерева с под^ резкой калевок в углах на ус делают либо в конце процесса обработки подробностей, либо при сборке изделий. Эта операция выполняется на усорезках либо вручную.
Столяры-новаторы Ф. С. Муравьев и Б. К. Нечунаев сконструировали механические усо-резки.
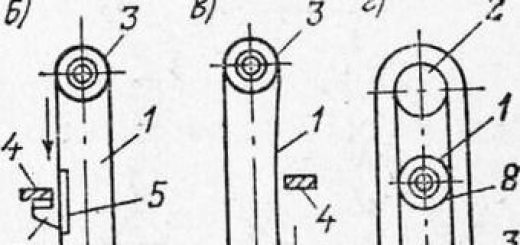
Усорезка Муравьева предназначена для безразметочного срезания усов. Место зарезки фиксируется ограничителем. Рабочим инструментом помогают усорезные ножи.
При поднятии ножей вверх горбылек удерживается на плите верхними упорами. Подпорными брусками предупреждается скалывание уголков в заплечиках горбылька. Высота усорезки 510 мм. Ее комфортно устанавливать и крепить на верстаке.
Работа ведется от руки при помощи рычага.
Рис. 1. Усорезка конструкции Ф. С. Муравьева: 1 — плита; 2 — направляющая стойка; 3 — пружины; 4 — рычаг; 5 — серьга; 6 — суппорт; 7 — усорезные ножи; в. — удлинитель направляющей линейки; 9 — ограничитель; 10 — направляющая, линейка; 11 — верхние упоры; 12 — подпорные бруски
Пара второе устройство имеет усорезка Нечунаева. У нее усорезные ножи подводятся к горбыльку снизу при помощи педально-рычажного механизма. Сверху в направляющие вкладывается двухполотновая обушковая ножовка с ограничителем глубины пропила.
Ножовкой пропиливаются стороны сопряжения, древесина выкалывается из пропила стамеской. Сопряжение выполняется без разметки — по упорам.
Заготовки для брусков на рамы спаренного переплета обрабытывают за один проход на четырехстороннем либо калевочном строгальном станке. Возможно их обрабатывать и на вторых станках в таковой последовательности: строгают одну пласть под смежную кромку и линейку под угол на фуговальном станке, вторую пласть в размер — на рейсмусовом; вторую кромку с выработкой наплава — на фрезерном станке.
проушины и Шипы производят с одновременной оторцовкой брусков на рамном шипорезе. Собирают рамы в вайме, стягивают их в переплет вручную на верстаке.
Обгон переплета по периметру делают на фрезерном станке при помощи шаблона, шлифование — на трехцилиндровом станке.
В такой же последовательности и на тех же станках обрабатывают бруски коробки. Импосты с обеих широких сторон обрабатывают на фрезерном станке.
Склеивают рамы переплета и коробки водостойким клеем.