Образование винтовых поверхностей
При образовании винтовых поверхностей образующая линия воспроизводится в большинстве случаев или по способу копирования режущей кромки, или по способу огибания, а винтовая направляющая линия — по способу копирования, геометрического и кинематического профилирования.
Использование того либо иного способа профилирования как образующей, так и направляющей линий обусловливается формой обрабатываемой винтовой поверхности.
Формы винтовых поверхностей. При рассмотрении формы винтовых поверхностей мы остановимся лишь на двух самый распространенных видах: архимедовой винтовой поверхности и эвольвентной винтовой поверхности; первая именуется кроме этого закрытой винтовой поверхностью, а вторая — открытой.
Архимедова винтовая поверхность образуется прямой линией, расположенной под углом а в осевой плоскости, проходящей через ось вращения 00При вращении около оси 00х и одновременном перемещении с равномерной скоростью на протяжении оси линия образует винтовую поверхность с шагом t. В сечении плоскостью, перпендикулярной к оси, винтовая поверхность дает след, воображающий собой спираль Архимеда.
Линия есть образующей линией архимедовой винтовой поверхности; так как эта линия прямая, то ее легко воспроизвести по способу копирования режущей кромки инструмента. Но по условиям процесса резания режущую кромку часто приходится располагать в плоскости, перпедикулярной касательной к винтовой линии, расположенной на цилиндре, диаметр которого равен среднему диаметру резьбы.
След с—d разглядываемой плоскости на плоскости YZ образует с осью Z угол v, равный углу подъема винтовой линии.
")
Рис. 1. Винтовые поверхности.
Данное уравнение не есть уравнением прямой линии и, следовательно, создающая образующая и режущая кромка инструмента имеют криволинейную форму.
Вопросы профилирования режущего инструмента рассматриваются в соответствующей литературе. Тут же увидим, что величина отклонения создающей образующей линии зависит от величины угла у, параметра р и других факторов.
При малом угле у и параметре р отклонение от прямой столь мало, что инструмент возможно выполнен с прямолинейной режущей кромкой. С повышением у и р отклонения возрастают, что приводит к необходимости применения инструмента с криволинейной режущей кромкой, цена которого существенно возрастает.
Указанные события нужно учитывать при выборе способов профилирования.
Эвольвентная винтовая поверхность образуется как след перемещения прямой, расположенной в плоскости, проходящей параллельно осевой на расстоянии г. При вращении прямой плоскость, в которой расположена образующая, остается все время касательной к цилиндру радиуса г. Данный цилиндр именуется главным цилиндром. Эвольвентная винтовая поверхность получается в том случае, в то время, когда угол наклона образующей а равен углу подъема винтовой линии на главном цилиндре.
В сечении осевой плоскостью эвольвентная винтовая поверхность оставляет след в виде кривой линии.
Эвольвентная винтовая поверхность именуется открытой, поскольку в пределах главного цилиндра винтовая поверхность не образуется.
Значительное различие между архимедовой и эвольвентной винтовой поверхностями содержится в том, что к архимедовой винтовой поверхности нельзя провести касательную плоскость, а к эвольвентной винтовой поверхности — возможно. Исходя из этого архимедову винтовую поверхность нельзя обрабатывать инструментом, что контактирует с ней плоскостью, а эвольвентную винтовую поверхность возможно обрабатывать подобным инструментом.
Благодаря указанному событию выясняется вероятным шлифовать эвольвентную винтовую поверхность торцом тарельчатого круга.
Архимедову винтовую поверхность имеют резьбы крепежных подробностей, ходовых винтов, червяков червячных передач; резьбы многозаходных червяков в большинстве случаев выполняются с эвольвентной винтовой поверхностью.
Во многих случаях используются резьбы с переменным шагом, к примеру винтовые поверхности подающих шнеков и другие, более сложные виды винтовых поверхностей.
Образование винтовых поверхностей при воспроизведении образующей по способу копирования режущей кромки. Для воспроизведения образующей по способу копирования режущей кромки используются разные инструменты: резцы, дисковые и пальцевые фрезы, дисковые и пальцевые шлифовальные круги.
При работе резцами режущая кромка может размешаться в осевой плоскости, наряду с этим или любая из кромок резца имеет собственный передний угол, или для каждой стороны витка употребляется собственный инструмент. Так получается теоретически верная винтовая поверхность.
Но создание нужной геометрии режущей части резца представляется затруднительным, исходя из этого как правило пользуются вторым вариантом установки резца. Прямолинейные режущие кромки резца находятся в плоскости, перпендикулярной винтовой линии, благодаря чего форма образующей в осевой плоскости выясняется искаженной.
При фрезеровании резьбы дисковой фрезой последнюю необходимо установить под углом подъема витков р. В этом случае прямолинейные режущие кромки фрезы кроме этого находятся в плоскости, наклоненной под углом р, и подлинная форма архимедовой винтовой поверхности искажается. Подобное явление имеет место при шлифовании резьбы дисковым кругом.
При малых углах подъема указанное искажение не имеет практического значения, но с повышением глубины профиля и угла подъёма искажение может выйти за пределы допустимого.
При воспроизведении направляющей винтовой линии употребляется профилирование по копиру и кинематическое профилирование.
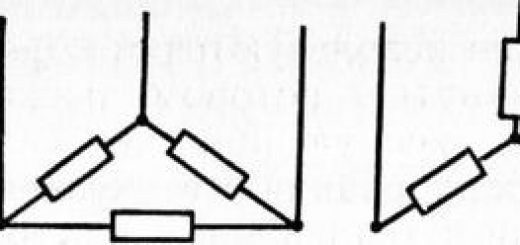
Рис. 2. Способы образования винтовых поверхностей.
Рис. 3. кинематические связи и Основные движения при копировании режущей кромки в ходе образования винтовых поверхностей
Образование винтовых поверхностей при воспроизведении образующей по способу огибания. Воспроизведение образующей по способу огибания имеет место при обработке винтовых поверхностей зубьев шестеренок, винтовых поверхностей резьб, нарезаемых долбяками.
Винтовая направляющая линия воспроизводится наряду с этим по способу геометрического профилирования, профилирования по копиру и кинематического профилирования.
Геометрическое профилирование винтовой направляющей линии осуществляется при работе зубчатой рейкой. Направляющие рабочего органа, по которым зубчатая рейка перемещается, совершая основное рабочее перемещение, устанавливаются под углом наклона зуба р. Перекатывание круговой центроиды, которая связана с заготовкой, по неподвижной прямолинейной центроиде, которая связана с режущей рейкой, Осуществляется перемещением рабочего и вращением заготовки органа по прямолинейным направляющим.
В этом случае остается честной формула для подбора сменных шестерен, в которую подставляется торцовый модуль нарезаемого колеса.
Способ профилирования по копиру употребляется при нарезании винтовых зубьев долбяком. Долбяк в этом случае выполняется с винтовыми режущими зубьями.
Со шпинделем долбяка связан винтовой копир, в паз которого заходит ролик, который связан с червячным колесом, информирующим перемещение долбяку в ходе огибания. При возвратно-поступательном перемещении долбяка вместе с ним движется винтовой копир, благодаря чему долбяк совершает винтовое перемещение.
Кинематическая цепь перемещения огибания настраивается простым методом.
Кинематическое профилирование винтовой направляющей линии осуществляется при фрезеровании косозубых цилиндрических колес червячной фрезой по способу огибания. Червячная фреза устанавливается под углом так, дабы касательная к средней винтовой линии фрезы размешалась под углом наклона зуба к оси заготовки.
Для образования винтовой линии нужно, дабы при перемещении фрезы, а следовательно, и суппорта на величину шага винтовой линии зуба Т заготовка повернулась на один оборот. Так, перемещение суппорта должно быть кинематически связано с вращением заготовки.
Иначе, для образования эвольвентного профиля зуба вращение заготовки должно быть кинематически связано с вращением червячной фрезы. Подобная двойная кинематическая сообщение возможно осуществлена при наличии в кинематической цепи дифференциала, складывающегося из конических колес, что разрешает суммировать перемещения, поступающие от двух источников.
С одним источником перемещения связана шестерня, с другим — шестерня. Перемещение передается Т-образному валику, на водиле которого вольно сидят сателлиты.
Перемещение, поступающее от шестерен, суммируется на валике. Так, любая из кинематических цепей, связывающая заготовку с червячной фрезой и суппортом, настраивается самостоятельно.
Рис. 4. кинематические связи и Основные движения при воспроизведении мнимой режущей кромки по способу огибания в ходе образования винтовых поверхностей.
Рис. 5. Образование винтовой поверхности при воспроизведении мнимой режущей кромки по способу огибания.
Червячная фреза связана с заготовкой через сменные шестерни iCMl. Сменная шестерня сидит на неспециализированной втулке с конической шестерней дифференциала, от которой вращение передается через сателлиты Т-образному валику и потом через червячную передачу заготовке.
Уравнение кинематической связи имеет такой же вид, как при нарезании цилиндрических шестерен с прямым зубом; при составлении уравнения нужно учитывать передаточное отношение дифференциала, которое в этом случае равняется V2.
Кинематическая цепь, связывающая заготовки и перемещения суппорта, складывается из винта, сменных шестерен, конической передачи, шестерен дифференциала, Т-червячной передачи и образного валика. Конические шестерни связаны неспециализированной втулкой, вольно сидящей на валу.
При нарезании резьбы долбяками возможно обрабатывать в один проход многозаходные резьбы, вести обработку с малыми сечениями стружки при высоких скоростях резания, что снабжает высокий уровень качества обработанной поверхности. Недочётом данного способа есть сложность режущего инструмента.