Подготовка поверхности к защите от коррозии
Неспециализированные сведения. Перед нанесением антикоррозионных покрытий поверхность конструкций подготовляют, удаляя с поверхности металла продукты коррозии (ржавчину и окалину), жировые и другие загрязнения и придавая поверхности шероховатость, улучшающую сцепление с ней защитного покрытия.
По видам и наличию продуктов коррозии поверхность проката и готовых металлических конструкций разделяют на следующие виды: свободная от видимых продуктов коррозии (холоднокатаная листовая сталь, алюминий, оцинкованная сталь), покрытая легким рыхлым налетом продуктов атмосферной коррозии (ржавчины); покрытая целым слоем продуктов атмосферной коррозии; покрытая плотным слоем продуктов коррозии, появившихся в следствии высокотемпературной обработки (высокотемпературная прокатная либо термическая окалина на горячекатаной стали); покрытая прокатной окалиной, частично уничтоженная продуктами атмосферной коррозии при хранении проката на открытом воздухе.
По степени зажиренности поверхности металлических проката и конструкций разделяют на слабозажиренные, имеющие легкие неравномерные жировые загрязнения в следствии касания руками в межоперационный период; среднезажиренные, имеющие относительно равномерный слой смазки, растворимых масел, эмульсий, образующийся в ходе штамповки, сверления, строжки и других механических операций; очень сильно зажиренные, имеющие слой технологической и намерено нанесенной консервационной смазки.
Обезжиривание. Конструкции обезжиривают перед окраской, в большинстве случаев, в тех случаях, в то время, когда не нужно удаления толстого слоя продуктов коррозии с поверхности конструкций, т. е. в то время, когда на поверхности конструкций нет продуктов коррозии либо они уже защищены железными покрытиями, межоперационными либо консервативными грунтами.
Зажиренные участки в этих обстоятельствах очищают обезжиривающими жидкостями, не действующими на уже имеющееся защитное покрытие.
Уровень качества защиты металлоконструкций в значительной мере зависит от качества подготовки поверхности перед окраской.
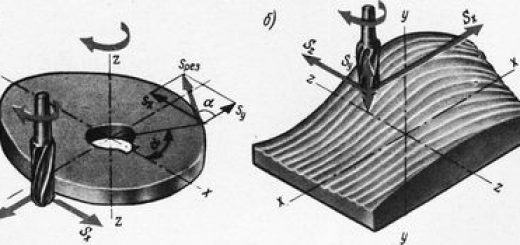
ут ржавчины и окалины на фабриках металлоконструкций погости очищают дробеструйным и дробеметным способами либо
ручным механизированным инструментом. степень и Метод очистки зависят от степени агрессивности среды, в которой будет эксплуатироваться конструкция.
Поверхность металлических строительных конструкций, эксплуатирующихся в неагрессивных средах, допускается очищать от отслаивающейся ржавчины и окалины ручным механизированным инструментом.
Конструкции, эксплуатирующиеся в слабоагрессивных средах, очищают дробеметным и дробеструйным способами либо ручным механизированным инструментом до третьей степени (ГОСТ 9.402— 80), в среднеагрессивных и слабоагрессивных — дробеструйным и дробеметным способами до второй степени очистки.
Удельный количество металлических конструкций, изготовляемых на фабриках металлоконструкций и эксплуатируемых в неагрессивной среде, образовывает 45%, в слабоагрессивной среде — 30%, в сред-неагрессивной среде — 20% и в сильноагрессивной среде — 5%.
Очистка ручным и механизированным инструментом самый дешева ввиду ее простоты, возможности приобретения и малой стоимости оборудования, недочёт ручного механизированного инструмента — необходимость и быстрый износ нередкой замены абразивных частей (кругов и рабочих щёток).
Использование пневматических либо электрических инструментов повышает производительность труда если сравнивать с ручным в 5… 15 раз. На фабриках металлоконструкций в большинстве случаев используют пневматические инструменты, поскольку они несложны в эксплуатации, надёжны в работе, прекрасно трудятся в запыленной и мокрой среде, имеют малую массу по отношению к развиваемой мощности.
Для очистки поверхности металлопроката используют пневмо-шлифовальные прямые автомобили типа П-21, ИП-2014А, ИП-2015А, и типа ИП-2104 (угловая), действующий при давлении воздуха в сети 0,6 МПа, с шлифовальными кругами диаметром 125… … 150 мм.
Металлоконструкции, трудящиеся в неагрессивных и слабоагрессивных средах, разрешается очищать кроме этого ручными и механизированными инструментами типа ТВ-80 и ТВ-150 с наружным диаметром щеток соответственно 80…100 и 150…200 мм.
Дробеметная очистка самый производительна. Данный метод используют на современных поточных линиях, оснащенных механизированным оборудованием для консервирования и очистки металлического проката.
Металлопрокат подогревается горелками до температуры 60 °С, что снабжает его сушку, отделение части окалины за счет термического удара, ускорение сушки грунта, наносимого на поверхность металлопроката, сохраняющего температуру 35…45 °С.
")
Рис. 1. Поточная линия консервации и очистки металлического проката: 1 — приемный шлеппер, 2 — приемный рольганг, 3 —камера сушки.
4 — камера консервации, 5 — установка обеспыливания, 6 — камера с установками дробемет-ной очистки, 7 — камера подогрева, 8 — подающий рольганг, 9 — подающий шлеппер
Подогретый металлопрокат по промежуточному рольгангу поступает в очистки 6 удаления и камеру окалины от ржавчины, оборудованную в большинстве случаев шестью дробеметными турбинами. Металлическая дробь диаметром 0,6…0,8 мм подается в турбины, каковые, вращаясь от электродвигателей, выбрасывают дробь со скоростью 80 м/с веерообразным потоком под углом к очищаемой поверхности металлопроката.
Величину угла атаки факелов дроби по отношению к очищаемой поверхности регулируют поворотом распределительной камеры.
непрерывный поток и Большая скорость дроби снабжают отличную очистку поверхности от окалины и ржавчины. порошкообразные оксиды и Дробь сдувают и отсасывают с поверхности стали пылесосом установки обеспыливания 5. окалины и Отсев дроби осуществляется воздушной сепарацией, а оставшаяся дробь употребляется повторно.
Очищенный металлопрокат по рольгангу поступает в камеру для консервации распылением фосфатирующими грунтовками ВЛ-02 либо ВЛ-023 толщиной слоя 8…15 мкм.
По окончании консервации металлопрокат поступает в камеру сушки, оборудованную рольгангами и вентиляцией, на каковые страницы опираются кромками. Камера сушки снабжает стремительное высыхание лакокрасочного материала и непрерывность транспортирования металлопроката по рольгангам без повреждений.
Механическая прочность пленки исключает повреждение при правке и транспортировании металлопроката, защищает от коррозии металлопрокат, хранящийся в цехах и на открытом воздухе.
По окончании сушки и консервации металлопрокат поступает на приемный рольганг и приемный шлеппер.
его консервирование и Очистка металлопроката на высокомеханизированных линиях обрисованного типа на данный момент осуществляются на судостроительных фабриках. На фабриках металлоконструкций осваиваются подобные механизированные линии лишь для очистки металлопроката без консервации.
Дробеструйная очистка используется в меньшей степени, чем дробеметная. Сущность ее пребывает в том, что металлоконструкцию обрабатывают струей дроби, подаваемой сжатым воздухом под давлением 0,5…0,7 МПа.
Скорость вылета дроби не меньше 80 м/с. Дробеструйная очистка не отыскала широкого применения, поскольку если сравнивать с дробеметной она в 5…6 раз дороже, менее производительна, не может быть автоматизирована, и по причине того, что для обеспечения сжатым воздухом требуются компрессорные установки и дополнительный персонал .
Термическая очистка металла толщиной не меньше 6 мм производится многопламенными горелками. окалины и удаления Термический способ ржавчины пребывает в обработке поверхности металлопроката пламенем газовой смеси, складывающейся из 50% горючего и 50% кислорода газа (ацетилена, пропан-бутана, газа).
Горелки перемещают над поверхностью металла со скоростью до трех метров/мин, наряду с этим металл нагревается до 130… 160 °С и из ржавчины удаляется химически связанная вода. Сухую пыль оксидов железа на протяжении очистки удаляют пылесосами и щётками.