Правка шлифовальных кругов
Для восстановления режущей свойстве и создания верной геометрической формы круга используется правка, в ходе которой удаляется верхний «засаленный» слой, создаются новые острые грани на зернах. В зависимости от требований к шероховатости и точности обрабатываемой поверхности используют алмазную и безалмазную правку.
Преимуществами алмазной правки являются малые упрочнения и громадная износостойкость бриллианта, что снабжает точность геометрической формы круга, малую шероховатость обрабатываемой поверхности. Безалмазная правка используется в тех случаях, в то время, когда требуется обеспечить высокую режущую свойство круга, наряду с этим к шероховатости и точности поверхности не предъявляются особенные требования.
Правка шлифовальных кругов производится следующими способами: обтачиванием алмазным инструментом; обкатыванием абразивными, твердосплавными и железными дисками; шлифованием кругами из карбида кремния и алмазно-железными роликами; тангенциальным точением профильной поверхностью круга алмазным инструментом; накатыванием накатным роликом.
Правка способом обтачивания является процессом скоростного разрушения жёсткого связки и абразивного материала шлифовального круга. Правка осуществляется или отдельными алмазными зернами, зачеканенными в державку, или алмазно-железными карандашами диаметром 8 — 10 мм.
Громаднейшее использование имеют алмазно-железные карандаши, в которых в определенном порядке размещены кристаллы алмазов, прочно сцементированные особым сплавом. Для правки применяют четыре типа алмазно-железных карандашей: Ц — с бриллиантами, расположенными цепочкой на протяжении оси карандаша, С — с бриллиантами, расположенными неперекрывающимися и перекрывающимися слоями, Н — с неориентированным размещением алмазов.
В ходе правки кристаллы алмазов и алмазно-железные карандаши изнашиваются, исходя из этого такие алмазные инструменты в большинстве случаев устанавливают так, дабы ось карандаша либо оправы была наклонена под углом 12—15° в сторону вращения круга.
")
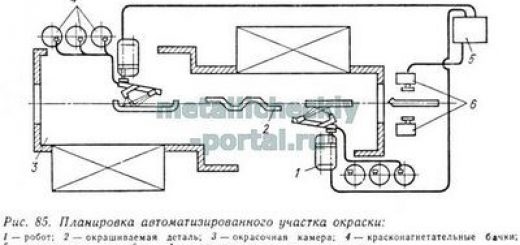
Рис. 1. Способы правки шлифовальных кругов:
а — обтачиванием, б — откатыванием, в — шлифованием, г — тангенциальным точением, д — накатыванием
Рис. 2. Алмазно-железные карандаши:
а — типа Ц, б — типа С с неперекрывающимися слоями алмазов, в — типа С с перекрывающимися слоями алмазов, г — типа Н
Это разрешает иногда поворачивать алмазный инструмент около оси, уменьшать площадь контакта бриллианта с кругом, вводить в работу незатупленные грани бриллианта, уменьшать его износ, предохранять бриллиант от перегрузок.
Правка способом обкатывания является процессом разделения абразивных зерен на поверхности круга правящим инструментом, приобретающим вращение от быст-ровращающегося шлифовального круга. В качестве правящего инструмента используются: круги из карбида кремния, твердосплавные ролики. Под действием правящего инструмента, перемещающе-
по образующей шлифовального круга со скоростью, равной гое пе продольной подачи, поверхностный слой связки разрушается выступающие зерна выкрашиваются, а зерна, сидящие глубже в связке, раскалываются на части. При правке способом обкатывания вероятны два случая обоюдного положения шлифовального круга и правящего инструмента: правящего вращения инструмента и оси круга находятся в одной плоскости (ф = 0), правящего вращения инструмента и оси круга расположены под углом ф. С повышением угла
Правка способом шлифования представляет собой дробления и процесс срезания абразивных зерен медлительно вращающимся правящим инструментом, что приобретает принудительное вращение от независимого привода. В качестве правящего инструмента используются крупнозернистые алмазные ролики на твердосплавной связке либо круги из карбида кремния высокой степени твердости.
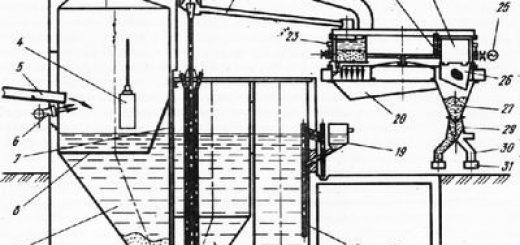
Рис. 3. Алмазные ролики для правки кругов
Применяются алмазные ролики, разрешающие осуществлять правку кругов по нескольким рабочим поверхностям. Такая правка разрешает повысить производительность обработки.
Наряду с этим правка ведется или роликом фасонного профиля, или комплектом роликов.
Правка способом тангенциального точения осуществляется методом срезания абразивных зерен алмазным бруском на плоскошлифовальном станке.
Правка способом накатывания рабочей поверхности круга является процессом разделения абразивных связки и зёрен при довольно медленном вращении круга и накатного ролика. Используется для правки профильных шлифовальных кругов.
Правящим инструментом помогает фасонный металлический ролик, имеющий профиль обрабатываемой подробности. В следствии обоюдного вращения ролика с кругом и большого давления, создаваемого в зоне контакта подачей на глубину правки, на рабочей поверхности круга происходит разрушение абразивных связки и зёрен.
Правка длится , пока круг не получает такую форму профиля, которая дает возможность приобрести заданный профиль подробности. На рис. 8 приведена конструкция накатного ролика с параллельными оси канавками неравномерного шага.
Наличие канавок интенсифицирует профилирование круга, а неравномерный ход их размещения не разрешает оставаться на круге следам от канавок и тем самым исключает биение круга по окончании правки.
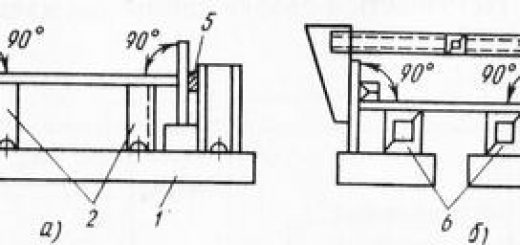
Рис. 4. Схема установки бриллианта при правке шлифовального круга