Приемы доводки и притирки
притирка и Ручная доводка складываются из нескольких последовательно делаемых рабочих приемов:
1) подготовка притира и обрабатываемой поверхности;
2) накладывание притира на поверхность подробности (либо подробности на притир) и перемещение их относительно друг друга с скоростью и определённым давлением;
3) контроль формы, шероховатости и размеров поверхности.
Подготовка к доводке. В данный комплекс приемов включается проверка слесарем точности формы притира и шаржирование его абразивными пастой и порошком.
Рабочая поверхность притира перед тем как приступить к работе должна быть совершенно верно отшлифована и доведена, и шепетильно очищена от отходов абразива. Притир промывают в бензине либо керосине и насухо протирают ветошью.
При доводке подробностей жёсткими абразивами направляться создавать принудительное шаржирование притира, которое содержится во вдавливании в поверхность притира зерен абразивного материала. Это нужно для упрочнения зерен в мягкой поверхности притира.
В другом случае зерна абразивного материала до их упрочнения в ходе доводки будут перекатываться между деталью и притиром и портить поверхность подробности.
При доводке мягкими абразивами процесс шаржирования содержится в свободном нанесении равномерным слоем на поверхность притира либо подробности определенного слоя пасты в полужидком состоянии.
Покрытие притира абразивным порошком возможно прямым и косвенным. При прямом покрытии притира абразивным порошком последний вдавливается в притир до начала работы.
Данный прием выполняется так: поверхность притира, покрытого узким слоем смазки, посыпают ровным слоем абразивного порошка, после этого при помощи металлического закаленного бруска, ролика либо цилиндрического валика вдавливают порошок в притир. Круглые притиры катают между двумя жёсткими металлическими плитами , пока абразив не вдавится в поверхность притира.
При косвенном покрытии притира абразивным порошком покрывают не притир, а поверхность обрабатываемой подробности, и лишь уже в ходе доводки абразивный порошок вдавливается в притир, изготовленный из более мягкого материала, чем притираемая подробность. Шаржированный таким методом притир будет иметь поверхность, складывающуюся из громадного количества небольших жёстких зерен с режущими ребрами.
При притирке и доводке направляться учитывать, что чем выше требование к чистоте поверхности, тем уже должен быть смазки и слой абразива, наносимых на притир.
притирки выполнения и Приёмы доводки. Подготовленную для доводки подробность бережно укладывают на шаржированный притир либо, напротив, притир — на поверхность подробности и круговыми перемещениями в сочетании с прямыми перемещают ее по всей поверхности притира.
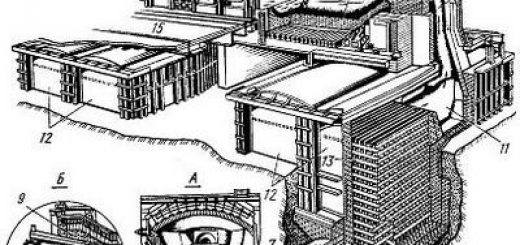
Нажим на подробность должен быть равномерным и не сильным, а перемещения рук — плавными. Для перекосов и предотвращения завалов вертикальное упрочнение Q необходимо прилагать в точке, расположенной ближе к трудящемуся, а горизонтальное упрочнение Р— в самая низкой точке подробности, расположенной ближе к притиру; наряду с этим подробность будет уравновешена.
Во многих случаях для уравновешивания подробности используют особые противовесы. Опыт говорит о том, что давление на притир в ходе его работы должно составлять от 1 до трех килограмм/см2.
")
Рис. 1. притирки и Приёмы доводки и подготовка к ним: а—оправки (шаржиры) для шаржирования; б—схема шаржирования круглого притира абразивным порошком; в—размещение упрочнений при доводке; г—уравновешивание притираемых скоб
По окончании 10—11 таких перемещений абразивный порошок притупляется и его удаляют. После этого чистой ветошью протирают подробность и прекращают доводку по окончании того, как поверхность подробности примет матовый либо зеркальный вид.
В ходе доводки неспешно переходят от крупнозернистых к мелкозернистым порошкам либо пастам. В случае если в этом случае пользуются одним и тем же прити-пом, т0 направляться при каждой смене абразива шепетильно промывать притир и протирать его насухо с целью удаления остатков абразива от прошлой притирки.
В случае если этого не сделать, то оставшиеся на притире более большие зерна абразива будут портить поверхность подробности.
Доводку плоских поверхностей в большинстве случаев делают в два приема: предварительную доводку — на вращающихся притирах с канавками, а окончательною— на неподвижных притирах с ровной поверхностью. На плитах делают доводку подробностей, требующих высокой точности, к примеру лекальные линейки, шаблоны, плитки, калибры (рис.
2).
Притираемую поверхность больших размеров удерживают всеми пальцами и перемещают по притиру обеими руками. В ходе доводки маленьких поверхностей подробность необходимо удерживать указательными и громадными пальцами обеих рук.
Методы доводки узких граней узких подробностей смогут быть самыми разнообразными. Доводка, к примеру, плоскостей наружных ребер шаблона производится на плите посредством направляющего бруска . Внутренние ребра шаблона, угольников и др. направляться притирать на угловых плитах, зажимаемых в тисках.
Для доводки узких подробностей, каковые тяжело либо нереально удержать руками, используют .особые приспособления — держатели. На рис.
174, г нарисовано приспособление для притирки плиток толщиной 1—5 мм. Оно складывается из двух правильных чугунных плит, связанных между собой гайками 2 и винтами 3, при помощи которых совершенно верно регулируется расстояние между верхней и нижней плитами.
В щель между плитами помещают рамку с рукояткой, которая именуется тас-калом. В прямоугольное гнездо таскала помещают обрабатываемую плитку, толщина которой больше толщины таскала на 0,2—0,3 мм.
На протяжении притирки, в то время, когда таскало перемещают вместе с плиткой, она вольно движется между верхней и нижней плитами приспособления. В случае если размеры притираемых плиток маленькие, то в таскале делают пара гнезд — по числу плиток.
Протяженность таскала равна 300—350 мм.
Доводку широких плоскостей, к примеру угольника, необходимо создавать в таковой последовательности:
1) намочить рабочую поверхность плиты керосином и начисто ее стереть;
2) нанести на плиту 2 узкий слой пасты ГОИ;
3) укрепить угольник на древесном бруске 1 при помощи гвоздиков без шляпок, промыть его керосином и насухо стереть;
4) наложить угольник на притирочную плиту;
5) перемещать угольник притираемой поверхностью на плите от одного края к второму;
6) по окончании десяти проходов (перемещений) удалить отработанную пасту и нанести на плиту новый слой пасты;
7) менять притирку с нанесением пасты до получения матовой либо блестящей поверхности.
Рис. 2. притирки плоскостей и Приёмы доводки: а — верное положение рук при доводке узких и широких поверхностей; б — методы доводки узких изделий; в — схема установки шаблона для притирки внутренних поверхностей; г — приспособление для доводки —притирки громадных плоскостей узких плиток; б — притирка угольника
Доводка наружных цилиндрических поверхностей, в большинстве случаев, производится на токарных либо специально для данной цели приспособленных сверлильных станках. Притирами наряду с этим помогают разрезные (регулируемые) чугунные либо кольца и медные втулки.
Во многих случаях пользуются притирами, имеющими форму плоского напильника.
Рис. 3. Доводка цилиндрических (а, б, в) и притирка конических (г) поверхностей
Для доводки подробность закрепляют в патроне либо между центрами станка. После этого втулку покрывают изнутри узким слоем абразивного порошка и, засунув ее в железный жимок, надевают на подробность.
Легко подтягивая жимок болтом либо вручную, перемещают притир на протяжении вращающейся подробности.
притирка и Доводка цилиндрических отверстий выполняется посредством чугунных либо бронзовых втулок и стержней; несложный притир представляет собой разрезную втулку, надетую на оправку с конусной посадочной частью. Перемещая втулку-притир на протяжении оправки, возможно изменять наружный диаметр притира в соответствии с настоящим размером притираемого отверстия.
Установив так необходимый размер, втулку-притир покрывают порошком с маслойГ либо пастой ГОИ с керосином п закрепляют в патроне станка. После этого включают возвратно-поступательное перемещение.
На протяжении доводки подробность удерживают в руках либо в особом держателе.
Притирка конических поверхностей производится особыми притирами-пробками, имеющими канавки для удержания притирочного вещества, либо притирами-кольцами. Нанеся на притир ровным слоем смазку с разведенным в ней абразивным порошком (либо пасту ГОН), вводят притир в отверстие либо накладывают его на обрабатываемый конус и вручную воротком либо коловоротом информируют ёму вращение около оси.
Возможно вести обработку кроме этого на токарном либо сверлильном станке. По окончании 10—11 перемещении снимают притир, насухо вытирают его и притираемую поверхность; операцию притирки повторяют , пока вся обрабатываемая поверхность не станет матовой либо блестящей.
Подробности кранов и клапанов притирают по взаимно сопрягающимся поверхностям без применения особых притиров. Дабы, к примеру, притереть пробку крана к коническому гнезду, поступают следующим образом.
На пробку крана наносят слой средней пасты ГОИ, вставляют ее в гнездо и поворачивают то в одну, то в другую сторону, смотря за тем, дабы притирка происходила по всей гнезда крана и поверхности пробки. Для проверки плотности -притирки гнездо и пробку крана шепетильно вытирают, после этого на пробке выполняют на протяжении притираемой поверхности мелом либо цветным карандашом линии и, засунув пробку в гнездо, поворачивают ее около оси.
В случае если притирка сделана прекрасно, то черта сотрется равномерно на всей протяженности пробки крана.
Доводка чфасонных поверхностей производится посредством особого фасонного чугунного притира, по которому перемещают притираемую подробность. Профили притира бывают разной сложности.
Они должны соответствовать форме притираемой подробности.
Приемы проверки обработанных подробностей. измерение и Проверку обработанных доводкой плоскостей создают лекальной линейкой на просвет, и способом интерференции света.
При притирке и доводке, выполненной с точностью 0,001 мм, лекальная линейка обязана ложиться на обработанную плоскость без всякого просвета. Способом интерференции (Света возможно измерять
маленькие плоскости (к примеру, у плоскопараллельных концевых мер длины) с точностью до ±0,1 мкм.
Параллельность контролируют штангенциркулем, микрометром, индикатором, оптиметром и миниметром с точностью от 0,05 до 0,0025 мм, в зависимости от используемого инструмента. Углы контролируют угольником, угломером, шаблоном, плиточно-синусной линейкой и угловыми эталонами.
Точность измерения в зависимости от используемого инструмента доходит до 4—12°. Диагностику конических отверстий в большинстве случаев создают на краску по совершенно верно изготовленным и проверенным калибрам-пробкам.
Профиль контролируют при помощи шаблонов, щупов и лекал, и проектором с точностью до 0,001 мм.