Приспособления для пайки
Технологическая оснастка для узлов, изготовляемых посредством пайки, имеет множество изюминок, каковые нужно учитывать при ее создании, в особенности оснастки, применяемой при пайке в печах. В большинстве случаев подробности, собираемые под пайку, самофиксируются без применения приспособления. Это достигается как за счет конструкции подробностей, так и методом их механического скрепления проволокой, штифтами, точечной сваркой, запрессовкой по накатке и т. п.
В случае если скрепление деталей и непосредственная фиксация не удается, то употребляются особые приспособления, в большинстве случаев предназначенные для поддержания либо сжатия соединяемых поверхностей.
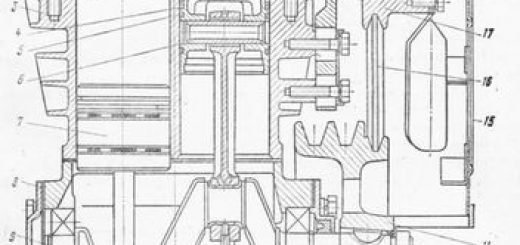
Поддерживающие приспособления используются при пайке подробностей, обоюдное размещение которых обеспечивается наличием заблаговременно предусмотренных в их конструкции посадочных мест. Одно из таких приспособлений приведено на рис. 2.
Рис. 1. Приспособление для роликовой сварки продольных швов на обечайких малого диаметра
Сжимающие приспособления не только поддерживают собранные под пайку подробности, но и поджимают их друг к другу с определенным упрочнением. Конструкция таких приспособлений определяется свойствами и формой материалов паяемого изделия, и способом пайки.
В зависимости от требований и температуры пайки, предъявляемых к паяным изделиям, используют разные методы прижима подробностей: посредством пружин, резьбовых элементов, клиньев, пневматический либо вакуумный, с применением разности коэффициентов линейного расширения материала отдельных элементов приспособления.
Сжимающее приспособление с пружинным прижимом продемонстрировано на рис. 3. Работоспособность для того чтобы приспособления зависит по большей части от свойств материала и температуры пайки пружины при данной температуре.
На рис. 4 продемонстрирована схема термоприжимного приспособления, где упрочнение прижима создается за счет разности коэффициентов линейного расширения отдельных элементов приспособления, изготовленных из разнородных материалов.
При пайке с местным нагревом элементы конструкции приспособления по возможности нужно выводить из территории нагрева, дабы устранить тепловые утраты на нагрев приспособления и исключить его коробление.
В условиях пайки с неспециализированным нагревом приспособления должны выдерживать большое число повторяющихся термических циклов. Это предъявляет определенные требования к их конструкции и к материалам, из которых они изготовляются.
Не считая поддержания неподвижности подробностей в ходе пайки, конструкция приспособления обязана снабжать легкое извлечение паяных узлов и не допускать их коробления.
Чтобы не было заедания паяных подробностей в приспособлении нужно стремиться сводить к минимуму поверхность контакта подробностей паяемого узла с приспособлением. При пайке с неспециализированным нагревом не рекомендуется резьбовое крепление подробностей; его направляться заменять клиньями, распорками, грузами и т. п.
")
Рис. 2. Фиксирующее приспособление при пайке подробностей с неспециализированным нагревом: 1 — паяемые подробности, 2 — приспособление
При пайке в циркулирующей защитной воздухе приспособления должны предотвращать образование воздушных мешков.
При конструировании приспособления направляться учитывать возможности его коробления. Степень коробления зависит от выбранного материала приспособления, от его конструкции, от характера нагрева и от температуры пайки.
Так, к примеру, не нужно применять в качестве центрирующей базы отверстия в относительно толстой плите, которая при нагреве сама может очень сильно деформироваться. Более рациональным ответом будет, в случае если в эти отверстия вставлять вольно входящие сменные вкладыши с внутренним центрирующим отверстием, которое вероятно применять как базу.
При групповой пайке многопозиционные приспособления более эргономичны в работе, чем личные. Но это ограничивается размерами печи и весом самого приспособления в сборке.
Рис. 3. Приспособление с пружинным прижимом для пайки легкоплавкими припоями: 1 — паяемые подробности, 2 — пружина.
3 — нажимной винт
Рис. 4. Приспособление с термоприжимом: 1 — паяемые подробности, 2 — алюминиевый цилиндр.
3 — металлический стакан, 4 — пробка
К материалам приспособлений для пайки с неспециализированным нагревом предъявляется множество своеобразных требований:
1. Свойство выдерживать многократные нагревы до температуры пайки без снижения и коробления физико-механических особенностей.
2. Хорошая обрабатываемость резанием с целью получения заданной точности.
3. износоустойчивость и Достаточная твёрдость, допускающие разборки и частые сборки.
4. Возможность применения средств, дающих предупреждение ненужное смачивание поверхности припоями в ходе пайки.
5. Их коэффициент линейного расширения обязан соответствовать коэффициенту линейного расширения подробностей паяемого узла.
Исходя из этих условий для приспособлений под пайку употребляются разные материалы: конструкционные и нержавеющие стали, жаропрочные сплавы, тугоплавкие металлы. Не считая сплавов и металлов, во многих случаях используются керамические материалы, являющиеся очень устойчивыми при температурах пайки к действию любых воздухов.
Помимо этого, керамические материалы не окисляются, прекрасно противостоят истиранию и не коробятся при больших температурах нагрева. Недочётами таких материалов являются трудность механической обработки их и склонность к растрескиванию при повторных термических на-гружениях. Исходя из этого они значительно чаще используются в приспособлениях в виде несложных подробностей — цилиндров, грузов, подставок и т. п.
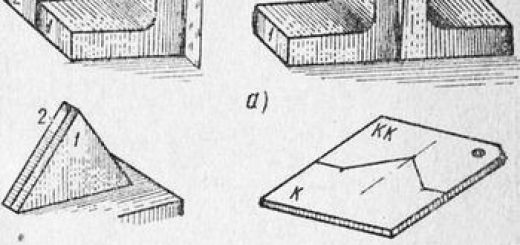
Рис. 5. Схемы приспособлений для пайки с неспециализированным нагревом: 1 — паяемые подробности, 2 — плита, 3 — винт, 4 — клин, 5 — вкладыш
Приспособления для пайки нужно довольно часто осуществлять контроль. Конструкция таких приспособлений обязана допускать восстановление и ремонт нужных размеров и замену отдельных подробностей.
При пайке в “печах довольно часто употребляются особые контейнеры, в каковые помещаются паяемые изделия. Контейнеры для этих целей смогут быть:
а) твёрдые, всецело загружаемые в печь;
б) твёрдые с резиновым уплотнением водоохлаждаемого фланца, что находится в ходе пайки вне рабочего пространства печи;
в) мягкие, кроме этого всецело загружаемые в печь.
Твёрдые контейнеры смогут уплотняться засыпкой либо завариваться герметичным швом. Требования к жесткости конструкции контейнера определяются условиями эксплуатации.
Так, в случае если пайка производится в вакууме, то контейнер должен быть запланирован на нужное наряду с этим внешнее давление при заданной температуре нагрева.
В конструкции контейнеров довольно часто предусматриваются особые элементы для прижима паяемых подробностей. С целью этого в твёрдых контейнерах время от времени употребляются пневматические подушки в виде сварного конверта из малоуглеродистой либо нержавеющей стали с толщиной страницы 0,6 — 1,0 мм.
Для упрочнения прижима в нее подается воздушное пространство либо азот под нужным избыточным давлением.
Рис. 6. Схемы контейнеров для пайки: а — контейнер с герметизацией засыпкой, б — контейнер герметизируемый посредством сварки, в — твёрдый контейнер с пневматической подушкой, г — твёрдый контейнер с резиновым уплотнением крышки (в печь загружается только тёплая территория контейнера), д — мягкий контейнер, 1 — контейнер, 2 — крышка контейнера, 3, 4 — трубопроводы, 5 — уплотнительная засыпка, 6 — подробности, 7 — пневматическая подушка, 8 — тепловой экран
При пайке в вакууме прижим может осуществляться за счет самого контейнера. Для этого используются мягкие тонколистовые контейнеры (толщина страницы 0,6 — 1,0 мм).
При создании вакуума в контейнера подробности прижимаются за счет разности внутреннего и внешнего давлений. При пайке подробностей сложной формы контейнер изготовляется по форме подробностей.
С целью увеличения упрочнения прижима время от времени употребляется комбинированный метод создания давления. Наряду с этим мягкий контейнер, содержащий изделие, с внутренним вакуумом помещается в второй твёрдый контейнер, в которого создается избыточное давление.
Для контейнеров употребляются разные стали: малоуглеродистые, нержавеющие и жаропрочные. При разработке оснастки для пайки, с целью увеличения экономического результата от ее применения, нужно стремиться к возможности ее многократного применения.