Работа непрерывным потоком в механическом цеху
Что такое по большому счету работа постоянным потоком? В очень авторитетной германской работе по этому вопросу fF. Mackbach) дается следующее определение (с пояснением):
Не претендуя на идеальную точность формулировки, вычисляем вероятным предложить следующее определение.
Производством постоянным потоком мы будем именовать таковой вид массового производства, где операции имеют поточное размещение и ритмичны между собою по времени.
Поточным же производством будет именоваться производство, где станки (операции) расположены по линиям обработки и порядку операций подробностей (и агрегатов изделия).
Уже из приведенных определений видно, что полностью осуществление принципа постоянного потока в механических цехах сейчас необходимо вычислять очень тяжело достижимым.
Эта трудность содержится в достижении в полной мере четкой ритмичности, т. е. дабы длительность всех операций в линии постоянного потока была бы равна либо- кратна рабочему такту 2 (либо ритму) данной линии.
Достаточно просмотреть производительность станков (выход деталей со станка в час) в обработочной карте любой подробности, кроме того завода Форд, дабы убедиться, что и на этом заводе при большой программе и таковых же производственных возможностях всецело нет процесса постоянного потока в механическом цеху.
В отношении же вторых фабрик конечно будет сообщить то же самое, но в еще более сильной степени.
Другое дело — сборка, литейный цех, кроме того изготовление рессор, колес, радиаторов, отделка и сборка кузова и т. д. — тут мы видим у Форда всецело осуществленный постоянный поток, охватывающий так очень большую часть всего производства.
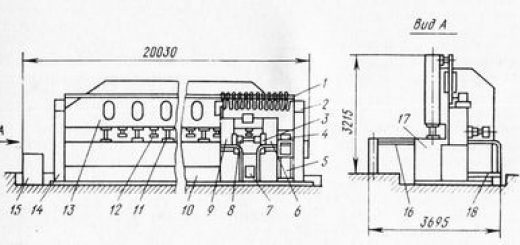
Все станки были снабжены магазинами для автоматической зарядки и выталкивателями готовых роликов в коробку, откуда маленьким транспортером ролики передавались в магазин следующего станка и т. д. Значительным есть тут, само собой разумеется, не эти устройства, в противном случае событие, что длительность операций всех этих станков однообразна по времени (несложный случай ритмичности) и равна требуемому рабочему такту.
Какую же форму в разглядываемом смысле мы имеем большей частью в организации механических цехов автомобильных фабрик?
Не касаясь до тех пор пока фабрик серийного производства, ответим на данный вопрос для фабрик массового производства.
Механические цеха этих фабрик имеют в большинстве форму чисто поточного производства либо, правильнее, поточно-массового производства, которое, так, будет характеризвваться не только закреплением всех рабочих мест за постоянными операциями, но и последовательным размещением рабочих мест по потокам (либо линиям) агрегатов изделия и обработки детали, но с довольно неотёсанным согласованием операций по времени.
Обстоятельство затруднительности полного осуществления принципа постоянного потока, хотя бы кроме того и на отдельных линиях механического цеха, содержится в том, что время обработки, т. е. время операций на станках, определяемое целым рядом фактов: размером, материалом и формой подробностей, конструкцией, производительностью и особенностями станка, стойкостью и качеством инструмента и т. д., очень тяжело поддается согласованию для строгого выдерживания ритмичности. Помимо этого, на отдельных станках вероятны разные небольшие остановки.
Другое дело в сборке, где мы практически в любое время можем так составить операции, дабы они были кроме того равны требуемому рабочему такту (либо в крайнем случае кратны ему).
Возможно сделать следующее возражение, что подобрав станки так, дабы они в данной линии обеспечили нужную производительность и, расположив их соответственно, возможно после этого снизить режим у тех станков, где производительность будет больше нужной и так согласовать время операций до надеющейся ритмичности .
На это направляться ответить, что при таких условиях мы осуществим теоретически принцип постоянного потока, но фактически это внесет последовательность новых неудобств а также затруднений. В случае если, скажем, какой-либо станок имел производительность в три раза громадную, чем необходимо по заданию, то уменьшив либо не уменьшая режима резания на нем, мы в другом случай и том будем иметь тот же коэфициент применения его производительности, в частности — 0,33.
Иначе, такое неестественное согласование времени операций может позвать фактически последовательность и вредных явлений: в некоторых случаях лишит возможности обслуживания двух и более станков одним рабочим, создаст возможность задержки всей линии при наличии хотя бы кроме того небольших и достаточно простых задержек работы отдельных станков и т. д., не давая никаких организационных преимуществ.
Правда (как уже было отмечено в главе IV), некое ослабление режима резания на станках с повышенной производительностью в большинстве случаев делается, но только в пределах облегчения работы инструмента, для повышения времени его стойкости, что делает работу на таких операциях и станках более спокойной, надежной и пара более недорогой.
Так, неестественное согласование времени операций на станках не дает еще фактически работы постоянным потоком.
Современные же способы механической обработки и станки, их осуществляющие, так сложны и довольно часто зависят от стольких очень условий и разнообразных факторов, что они в значительной степени подвержены и разным случайностям в смысле временного трансформации длительности обработки, остановок из-за смены инструмента и т. д., а это не годится для правильного выдерживания принципа постоянного потока.
Из сообщённого отнюдь не нужно делать вывода, что формы организации механической обработки на станках так далеки от принципа постоянного потока, что не нужно кроме того и думать о приближении к нему.
Выше было сообщено, что мы для массового производства имеем в механическом цеху в качестве главной поточно-массовую форму организации с довольно неотёсанным согласованием операции по времени.
Облегчение режимов резания на операциях избыточной производительности может это согласование еще пара улучшить.
Оборудовав же линии потоков теми либо вторыми транспортными устройствами, дающими возможность подробностям комфортно передвигаться от одной операции к второй, мы возьмём в следствии всего в той либо другой степени (в зависимости, само собой разумеется, от масштаба производства) приближение к осуществлению принципа постоянного потока.
Но стремиться к такому его осуществлению на данный момент, как, скажем, вероятно в сборке, чуть ли было бы целесообразным за исключением только отдельных групп станков, в очень благоприятных для этого условиях и при больших масштабах производства.
Наличие же непрерывно действующих транспортеров в линиях обработки отдельных подробностей, само собой разумеется, не свидетельствует еще осуществления данного принципа.
По большому счету никакой конвейер сам по себе еще не делает около него совершающуюся работу работой постоянным потоком, поскольку для этого нужно соблюдение всех указанных в определениях условий.
выводы и Вышеприведённые соображения подтверждаются и тем фактом, что кроме того на самых замечательных автомобильных фабриках Америки мы не встречаем в механическом цеху ленточных конвейеров в линиях (за малыми исключениями).
Подвесные постоянные транспортеры (рассчитанные на подачу подробностей к рабочим местам в большинстве случаев с громадным запасом) и рольганги (кроме этого с некоторым а также неодинаковым запасом подробностей между операциями) смогут время от времени создавать чувство работы постоянным потоком, на самом же деле это только работа, приближающаяся к постоянному потоку, поскольку она не в полной мере ритмична.
")