Роликовая сварка
Показателем этого вида сварки есть наличие хотя бы одного электрода в форме ролика, катящегося по шву. По расположению и форме электродов различают пара главных видов шовных автомобилей.
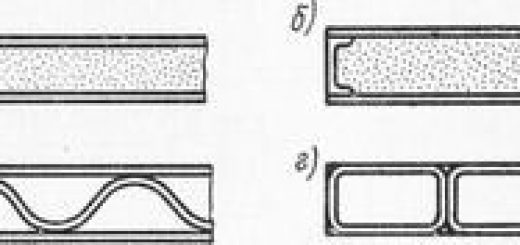
Автомобили для двусторонней сварки смогут быть поделены на двухроликовые, многороликовые и однороликовые. В последнем случае вторым электродом помогает оправка для закрепления изделия (рис. 1).
Автомобили для односторонней шовной сварки смогут иметь один, два либо пара роликов. Двусторонние двухроликовые автомобили смогут быть приспособлены для исполнения продольного либо поперечного шва.
")
Рис. 1. Виды шовных (роликовых) сварочных автомобилей: а — для продольного шва; б — для поперечного шва; в — с поступательно-вращательным перемещением ролика; г — с поступательным перемещением нижней оправки
Продольное размещение электродов используется, к примеру, для сварки продольного шва цилиндрических изделий; в этом случае ролики вращаются в плоскости хоботов автомобили. Протяженность шва, свариваемого за один прием, ограничивается величиной вылета автомобили.
Поперечное размещение роликов используется, к примеру, для сварки поперечных круговых швов на цилиндрических изделиях, но возможно использовано кроме этого для сварки прямолинейных швов любой длины при расстоянии шва от края изделия, допускаемом вылетом автомобили.
Шовная сварка дает удовлетворительные результаты только при прерывистом релшме работы, в то время, когда сварка ведется отдельными импульсами, а сварной шов складывается из отдельных сварных точек, края которых взаимно перекрываются. Прерывистую сварку возможно осуществлять следующими двумя приемами: а) подробности либо ролики движутся прерывисто, «шагами», приостанавливаясь на маленькие промежутки времени; ток дается в момент остановки перемещения ролика; б) ролики перемещаются непрерывно, вращаясь с постоянной скоростью, а ток подается отдельными импульсами, с перерывами между ними.
Первый более сложный шаговый способ сварки с прерывистым перемещением ролика требует более сложной конструкции механической части автомобилей. Несложнее осуществлять прерывистую подачу тока при постоянном перемещении роликов.
Шовная сварка с постоянной непрерывным перемещением и подачей тока роликов может дать удовлетворительные результаты только в немногих случаях. Одним из таких случаев есть шовная сварка на громадных скоростях, в то время, когда перерывы тока производятся естественными пульсациями переменного тока обычной частоты.
Наряду с этим любой полупериод тока обязан сваривать одну точку шва. При обычной частоте переменного тока 50 пер/сек должно свариваться 100 точек в секунду.
При обычном расстоянии между центрами соседних точек (2—3 мм) производительность сварки получается равной 12—18 м шва в 60 секунд. На данный момент только немногие автомобили трудятся с подобными скоростями.
По большей части используются намного меньшие скорости сварки, и приходится прибегать к неестественному прерыванию тока по окончании сварки каждой точки. отличных показателей дают особые тиратронные и игнитронные прерыватели.
Механические прерыватели как правило дают не в полной мере удовлетворительные результаты.
Характерным узлом механической части шовных автомобилей есть привод вращения сварочных роликов. Привод вращения смогут иметь оба ролика либо один из них, верхний либо нижний, в зависимости от характера свариваемого изделия.
При регулировании скорости сварки сменными зубчатыми шестернями обеспечивается постоянство угловой скорости вращения ролика, но не в полной мере обеспечивается постоянство линейной скорости на окружности ролика, изменяющейся вместе с износом ролика. Накаточный привод шарошками, сцепляющимися с боковой гранью ролика, снабжает лучшее постоянство линейной скорости ролика независимо от его износа, но не в полной мере гарантирует постоянство угловой скорости благодаря возможности проскальзывания шарошки по ролику.
Шарошечный привод непрерывно зачищает рабочую поверхность ролика, что кроме этого есть преимуществом этого привода.
Шовная сварка разрешает соединять плотным (герметичным) швом, непроницаемым для жидкостей и газов, страницы металла маленькой толщины, от десятых долей миллиметра до 5—6 мм.
Кроме низкоуглеродистой стали, смогут свариваться легированные конструкционные и жароупорные нержавеющие стали, легкие сплавы, кое-какие бронзовые сплавы, а также бронзы, его сплавы и титан, и металлические страницы с покрытиями — оцинкованные, луженые, освинцованные и пр. Наровне с высокой плотностью, шовная сварка снабжает и большую прочность швов, приближающуюся к прочности цельного металла.
Приведем краткое описание шовной автомобили МШ-50, предназначенной для сварки всевозможных металлов — от несложных углеродистых сталей до титана и лёгких сплавов. Сварка производится совершенно верно дозированными импульсами постоянного тока,взятыми выпрямлением трехфазного переменного тока на стороне низкого напряжения посредством полупроводниковых вентилей.
Работа машины по установленной программе задается электронным регулятором, создающим правильный отсчет длительности каждой операции цикла сварки. Пневматический привод разрешает проводить проковку каждой точки с повышенным упрочнением.
Может трудиться как при постоянном, так и шаговом перемещении подробностей с любой величиной шага. Большие свариваемые толщины титана и сталей 3 + 3 мм, для бронзы 2,5 + 2,5 мм, легких сплавов 2 + 2 мм.
Большой сварочный ток 50 ООО а. все возможное упрочнение на электродах 2000 кГ, большая скорость сварки 8 м/мин.
Разновидностью шовной контактной сварки есть шовно-стыковая сварка, используемая для изготовления металлических труб диаметром до 600 мм, с толщиной стены 0,5— 12 мм.
На рис. 3 продемонстрирована трубосварочная машина, изготовляемая отечественной индустрией. Металлическая лента с державки поступает сперва в формующую часть автомобили, где по окончании прохода нескольких пар формующих валков плоская лента неспешно свертывается в трубную заготовку.
Трубная заготовка поступает под сварочные ролики, каковые в этих автомобилях довольно часто составляют конструктивно одно целое со сварочным трансформатором, вращающимся вместе с роликами. Потом сваренная труба поступает на калибрующие валки, где срезается грат сварного шва в тёплом состоянии, а сама труба калибруется, приобретая определенный диаметр и верную форму сечения.
Затем летучие ножницы отрезают куски трубы заданной длины и особенное приспособление складывает их в штабель. Агрегат при маленьком количестве обслуживающих рабочих дает около километра готовой отличной металлической трубы за час работы.
Рис. 2. Контактная шовная машина МШ-50
Контактные автомобили конкретно либо с маленькими конструктивными трансформациями используются для некоторых особых целей, к примеру для нагрева заклепок, заготовок под ковку, штамповку и др. На контактных автомобилях возможно создавать кроме этого пайку подробностей жёсткими припоями.
В особенности ответственна напайка пластин быстрорежущей стали на державки металлорежущего инструмента.