Ручная формовка
Ручную формовку, в главном, используют в единичном и мелкосерийном производствах. На практике применяют разные способы ручной формовки.
")
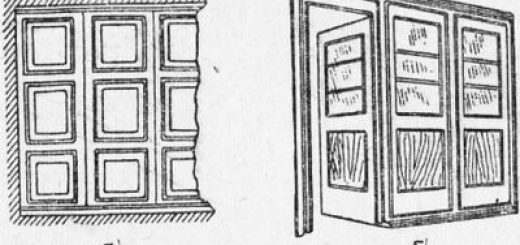
Рис. 1. Схема изготовления формы в двух опоках по неразъемной модели
Формовка в опоках. В литейном производстве в подавляющем большинстве случаев разовые формы изготовляют в парных опоках.
Формовка в двух опоках по неразъемной модели. Модель плоской стороной укладывают на подмодельный щиток, а после этого устанавливают нижнюю опоку рабочей плоскостью вниз.
На модель наносят слой облицовочной смеси толщиной 40-100 мм, что легко уплотняют. После этого опоку заполняют наполнительной смесью.
ппг пе заполнения опоки смесь уплотняют ручной либо вматической трамбовкой. Излишек формовочной смеси и опоку с заформованной в ней моделью поворачивают на 180° поверхностью разъема вверх.
На нижнюю опоку устанавливают верхнюю опоку, модель узка и насыпают маленькой слой облицовочной смеси, дабы покрыть модель. Облицовочную смесь дополнительно просеивают через сито. После этого целый количество верхней опоки заполняют формовочной смесью, которую уплотняют.
Излишек смеси срезают вровень с кромкой верхней опоки, делают наколы для вентиляции формы и извлекают модель стояка, снимают верхнюю опоку, поворачивают ее и осматривают. В нижней опоке прорезают горизонтальные литниковые каналы-питатели и особым подъемником извлекают модель.
Затем форму снова осматривают и после этого собирают.
Рис. 2. Схема изготовления формы в двух опоках по разъемной модели: а — модель; б, в — изготовление нижней и верхней полуформ; г — собранная форма: 1 — вентиляционные наколы; 2 — нижняя опока; 3 — нижняя добрая половина модели; 4 — подмодельный щиток; 5 — модель стояка; 6 — модели выпоров: 7 — верхняя добрая половина модели; 8. — верхняя опока; 9 — стержень
Формовка в двух опоках по разъемной модели есть самый распространенной. Формовку по разъемной модели используют в случаях, в то время, когда модель не имеет плоской поверхности.
Сперва изготовляют нижнюю полуформу.
Последовательность операций при формовке по разъемной модели такая же, как и при формовке по неразъемной модели. Отличие лишь в том, что по окончании изготовления нижней ее поворота и полуформы на 180° на нижнюю половину модели А-3 устанавливают верхнюю половину Б-7.
Плоскость разъема формы посыпают разделительным песком и продолжают формовку в простой последовательности. В обеих полуформах особой иглой делают каналы, увеличивающие газопроницаемость формы.
Для исполнения внутренней полости отливки в форме устанавливают стержень.
Время от времени при изготовлении сложных отливок одна плоскость разъема не разрешает извлечь модель из верхней и нижней полуформ. В этих обстоятельствах используют формовку в трех и в большем числе опок, т.е. форма имеет две и большее число плоскостей разъема.
Как правило предпочитают вместо дополнительного разъема делать отъемные части модели либо устанавливать наружные стержни.
Формовка в земле. Формы для больших неповторимых отливок весом в пара десятков, а время от времени и сотен тысячь киллограм, в большинстве случаев, изготовляют в особых ямах (кессонах), дно которых находится ниже уровня пола цеха.
Стены и дно кессонов, в частности для предупреждения попадания в них грунтовой воды, облицовывают бетоном либо железобетоном.
Формовку в земле используют для того чтобы, не требующих громадной точности. Наряду с этим формовочную смесь не насыпают на модель и не уплотняют около нее, а напротив, модель вдавливают в заблаговременно приготовленный слой формовочной смеси.
Формовка, в земле возможно открытая и закрытая. И в том и другом случае первой операцией есть подготовка земли либо, как говорят, подготовка постели.
Земля обязана давать четкий отпечаток модели при ее вдавливании. На практике используют формовку по мягкой либо жёсткой постели.
Постель делают для одной либо нескольких форм.
При формовке по мягкой постели в полу цеха делают яму глубиной, превышающей высоту модели на 150-200 мм. длина и Ширина ямы должны быть больше, чем соответствующие размеры модели.
По уровню устанавливают чугунные рейки либо уголки. В яму насыпают слой наполнительной смеси 2 до верхних кромок уголка, после этого излишек смеси срезают линейкой 5 и засыпают облицовочную смесь, которая легкими ударами линейки ссаживается до отметки верхних кромок уголка.
Постель подготовлена для формовки.
При формовке по жёсткой постели в полу цеха делают яму глубиной на 300-500 мм больше высоты модели. На дно ямы насыпают и уплотняют слой большого шлака либо кокса, укладывают на шлак рогожи либо солому и устанавливают вентиляционные трубы для отвода газов из формы.
После этого засыпают и уплотняют наполнительную смесь (уплотнение создают слоями через 60-80 мм). В уплотненной наполнительной смеси делают вентиляционные каналы и засыпают облицовочную смесь.
Формовка по жёсткой постели используется для изготовления больших по массе и громадных по размерам отливок.
Открытая почвенная формовка производится, в большинстве случаев, по мягкой постели. На рис.
3, б продемонстрирован процесс изготовления таковой формы. На слой облицовочной смеси кладут модель и осаживают ее мягкими ударами молотка, по окончании чего уровнем контролируют горизонтальность осаженной в землю ппрпи уплотняют смесь около модели, а излишки смеси сре-аГют линейкой на уровне верхней плоскости модели, после этого дробя юте я литниковый и сливной каналы, как это продемонстрировано на ис 44, в. Последующими операциями являются извлечение модели из формы и отделка формы.
Открытую почвенную формовку применяют для изготовления неответственных отливок по моделям, имеющим хотя бы одну плоскую сторону.
При закрытой почвенной формовке, по окончании осаживания модели, устанавливают верхнюю опоку, уплотняют в ней смесь и делают литниковую совокупность. После этого снимают опоку, извлекают модель, декорируют форму и снова накрывают ее опокой. Так, форма подготовлена к заливке.
направляться подчернуть, что в верхней опоке возможно выполнена кроме этого и часть рабочей полости формы.
Схема закрытой почвенной формовки по разъемной модели с применением жёсткой постели приведена на рис. 4. По окончании изготовление жёсткой постели осаживают нижнюю часть модели А, горизонтальность ее контролируют ватерпасом.
После этого на нижней части модели закрепляют верхнюю часть Б, устанавливают модели и опоку литниковых каналов, засыпают формовочную смесь и уплотняют ее трамбовками. По окончании уплотнения опоку снимают и переворачивают на 180° и из нее особыми подъемниками удаляют верхнюю часть модели Б и модели литниковых каналов.
Таким же подъемниками извлекают из нижней полуформы часть модели А. Форму декорируют и собирают.
Рис. 4. Открытая почвенная формовка по мягкой постели: 1 — яма; 2 — слой наполнительной смеси; 3 — слой облицовочной смеси; 4 — железные направляющие (уголки); 5 — линейка для выравнивания смеси; 6 — модель; 7 — древесная дощечка; 8 — литниковый канал; 9 — сливной канал; 10 — подъемник для извлечения модели из формы
Рис. 5. Закрытая почвенная формовка по жёсткой постели: а — приготовление жёсткой постели; б — модель; в — собранная форма: 1 — яма; 2 — кокс либо шлак; 3 — слой уплотненной наполнительной смеси; 4 — вентиляционные наколы; 5 — вентиляционные трубы; 6 — слой наполнительной смеси; 7 — слой облицовочной смеси; 8 — полость формы; 9 — литниковый канал; 10 — опока; 11 — литниковая чаша; 12 — выпор
Формовку по шаблону используют в единичном производстве чтобы получить отливки больших размеров и имеющих форму тел вращения (к примеру, разные шкивы, цилиндры и т. д.). Наряду с этим методе отпадает необходимость в дорогостоящих моделях, но в то же время требуется высокая квалификация рабочих-формовщиков.
Поверхность формы приобретают выгребанием формовочной смеси особыми досками, имеющими профиль будущей отливки. Такие профильные доски именуются шаблонами.
При формовке применяют особые приспособления.
Приспособления складываются из чугунной опоры, которую устанавливают под будущей формой в земле, металлического валика, вставляемого в опору, и чугунной серьги, вращающейся на валике. Стопорное кольцо является опорой для серьги.
В некоторых случаях опору прикрепляют к плитам с помощью болтов через отверстия. Отверстие помогает для извлечения валика из опоры по окончании окончания формовки. горизонтальность установки серьги и Правильность опоры контролируют уровнем (ватерпасом).
Шаблоны прикрепляют болтами к серьге через сделанные в ней отверстия. Для примера разберем формовку шкива.
Установив опору под будущей формой и закрепив на валике серьгу с шаблоном, контролируют горизонтальность шаблона ватерпасом, а правильность установки по радиусу особой меркой, приложив ее вырезом к валику. После этого шаблоном в предварительно уплотненной формовочной смеси выгребают профиль, соответствующий внутреннему очертанию обода шкива, , пока нижняя кромка шаблона не достигнет плоскости разъема формы.
Спицы шкива и ступицу формуют по разъемным моделям. Моделей спиц необходимо столько, сколько спиц имеет шкив. По особой разметке в нижнюю полуформу вдавливают модели низа спиц, пока не совпадут линии формы и разъёма модели.
После этого на модели низа спиц укладывают модели верха, снимают серьгу с шаблоном, устанавливают модели ступицы, литниковой совокупности и опоку верха, предварительно посыпав плоскость разъема формы разделительным песком, и уплотняют формовочную смесь. В случае если в верхней опоке образуется большой выступ, делающий внутренние очертания обода, то предпринимают меры, ликвидирующие возможность обвала этого выступа (к примеру, ставят крючки, шпильки и т. д.).
Рис. 6. Приспособления для формовки по шаблону (а) и схема установки их при формовке (б)
Рис. 7. Формовка по шаблону: 1 — шаблон- 2 — мерка; 3 — контршаблон; 4\- отъемная часть шаблона; 5 — косяк; 6 — модель спицы
По окончании того, как верхняя полуформа готова, ее поднимают, переворачивают на 180”, в центральное отверстие модели верха ступицы вставляют ось, на которой крепят контршаблон и доводят размеры выступа до нужных. По окончании отделки верхней полуформы приступают к отделке нижней, для чего устанавливают в начальное положение серьгу с шаблоном, к нему прикрепляют отъемную часть либо к серьге — новый шаблон по профилю, соответствующему шаблону с отъемной частью, и выгребают смесь из формы, образующей наружные очертания шкива.
Для отделки формы используют косяк 5, воображающий часть модели обода. По окончании отделки форму собирают для заливки.
Рассмотренные методы формовки личных, больших отливок отличаются низкой значительной трудоёмкостью и производительностью.