Сборка листовых негабаритных конструкций
Негабаритные листовые емкости количеством 1000, 3000, 5000 м3 и выше из листовой стали толщиной до 12… 14 мм изготовляют способом рулонирования полотнищ шириной до 12 м, собранных и сваренных на двухъярусных стендах.
Стенд представляет собой железную конструкцию с двумя рабочими площадками — ярусами. На первом ярусе собирают полотнища и сваривают их с одной стороны. Страницы собирают посредством электромагнитов.
В задней части стенда устроен вольно поворачивающийся решетчатый барабан 2 диаметром 3300 мм, в передней части — сворачивающее устройство с твёрдым механическим приводом.
")
Рис. 1. Схема сварки криволинейных элементов труб
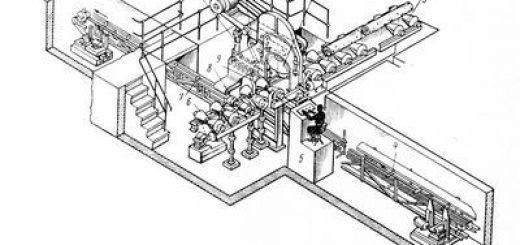
Рис. 2. Изготовление негабаритных резервуаров рулонированием: а – стенд, б – схема исполнения работ; 1 – монорельс, 2 – холостой барабан, 3 – сварочные автоматы 4. 8 – планшайбы.
5 – свернутая в рулон стена резервуара, 6 — эстакада, 7 — шахтная лестница резервуара, 9 — лист (заготовка), 10 — электрическая таль
Обработанные страницы в контейнере подают краном к месту сборки на первый ярус. После этого их по одному посредством электрических талей, оснащенных магнитными захватами, переносят на сборочную площадку.
Кромки собранных в секцию страниц, соединенные встык, прижимают посредством электромагнитов к плоской бронзовой планке, закрепляют прихватками и сваривают сварочными тракторами.
Сваренные секции полотнища по мере их готовности перемещают на верхний ярус стенда, перекантовывая через направляющий барабан в задней части стенда. На верхнем ярусе все швы сваривают автоматами с обратной стороны и испытывают.
Тут же ликвидируют найденные в швах недостатки.
Полотнище сворачивают в рулон в особом устройстве стенда, которое складывается из двух установленных на фундаменты станин. В станинах закреплены оси планшайб 4 и 8 диаметром 3,3 м. По окружности планшайб устроен цевочный венец для зацепления с шестернями привода планшайб.
Механизм приводится в воздействие от электродвигателя мощностью 7 кВт через редуктор и пара дополнительных пар шестерен в станинах устройства. Скорость вращения планшайб выбирают так, дабы при сворачивании полотнище двигалось со скоростью 2 м/мин.
Полотнище наворачивают на решетчатый каркас, в качестве которого используют шахтные лестницы либо центральные стойки, оснащенные кольцами из швеллеров диаметром 2660 мм, соответствующим внутреннему диаметру рулона. Торцевые площадки каркаса соединяют с планшайбами 4 и 8 четырьмя выдвижными штырями с каждой стороны.
В конце сворачивания по окончании закрепления конечной кромки рулона под ним поднимают домкратами выкатные балки. Высвобожденные от нагрузки штыри выводят из зацепления с каркасом, и рулон 5 выкатывается на стеллаж.
Для рулонирования полотнищ шириной до 18 м используют механизированные станы. Изготовление рулонированных конструкций на этих станах механизировано и автоматизировано.
Полотнища сваривают с применением действенных способов контроля сварных соединений. Все это снабжает максимальное улучшение и высокую производительность условий труда рабочих.
На стане изготовляют полотнища из страниц толщиной до 16 мм, размерами 1500X6000 мм. Страницы сваривают двумя дугами на повышенных скоростях (до 60…70 м/ч). При сворачивании полотнищ 0 рулоны начальную и конечную кромки полотнищ закрепляют более идеальным методом.
Рулон освобождают от планшайб сворачивающего устройства полуавтоматически. Освободившийся °т закрепления рулон по балкам выкатывается на платформу, на которой его доставляют к стеллажам временного хранения.
Производительность механизированного стана по сравнению с Другими двухъярусными установками существенно выше.
При сборке части полотнища с нахлесточными соединениями между поясами первыми с нужным промежутком укладывают страницы, каковые должны появляться внизу. Маленькие кромки страниц прижимают к кромкам страниц прошлой секции.
Страницы, соединяемые встык, укладывают рядом и впритык к прошлой секции с обеспечением маленьких зазоров, нужных по условиям сварки.
Особенное внимание обращают на обеспечение прямолинейности нижней кромки полотнища, что контролируют по упорам либо риекам на стенде визированием либо натяжением нити. Замерами осуществляют контроль ширину полотнища.
Контролируют кроме этого прямолинейность задней кромки секции, которая не должна иметь уступов более 2…3 мм. Маленькие смещения страниц вероятны за счет трансформации в допускаемых пределах зазоров между кромками либо размеров нахлестки.
Страницы, собранные в секции, соединяют прихватками. При сборке на магнитных стендах положение страниц фиксируют сперва включением магнитов, после этого — электроприхватками. Нахлесточные соединения на первом ярусе сваривают прерывистыми швами.
Потом они оказываются в смонтированного резервуара. По сварки полотнища и меря сборки перемещают по стенду в виде широких металлических полос одно за вторым. Начало каждого нового полотнища скрепляют с финишем прошлого шестью—восемью металлическими полосами сечением 100X4 либо 100?5 мм, длиной 1 м.
При сворачивании и перемещении частей дна применяют кроме этого полосы, но разной длины, каковые компенсируют кри-волинейность очертания этих полотнищ.
По окончании перерыва в работе стенда новое полотнище перемещают посредством двух верёвок либо долгих металлических полос, прикрепленных одним финишем к полотнищу, а вторым — к барабану сворачивающего устройства.
Рис. 3. Механизированный стан для рулонирования полотнищ: 1— магазин заготовок страниц, 2— самоходная тележка с пневмозахватами, 3 — участок сборки секций, 4 — сварка поперечного шва, 5 — сварка продольных швов, 6 — участок внешнего осмотра швов, 7 — задний барабан, 8 — подварка поперечного шва, 9 — под-варка продольных швов, 10 — исправления швов и участок контроля, 11 — участок грунтовки полотнищ, 12 — сворачивающее устройство
днища резервуаров и Полотнища корпуса малой вместимости довольно часто сворачивают по нескольку в один рулон. Начальную кромку полотнища прикрепляют металлическими полосами, привариваемыми к кольцам каркаса.
Дабы начальная кромка из-за упругости не отступала от другого каркаса и колец лестницы и не деформировала наряду с этим последующие витки корпуса, в кольцевых элементах лестницы (либо каркасе) на участке длиной 1 м делают карман, в который заводят начальную кромку. В начале сворачивания начальная кромка не ратует за сворачивание полотнища и плоскость колец происходит без нарушения кривизны.
Для повышения и регулирования плотности навивки витков в рулоне используют прижимный ролик.
Конечную кромку свернутого полотнища закрепляют, приваривая к последнему витку рулона полосы, соединяющие два полотнища. По завершении сворачивания они хорошо прилегают к рулону.
Готовый рулон с закрепленной задней кромкой освобождают из планшайб сворачивающего устройства и выкатывают на стеллаж.