Сборка сварных конструкций
")
Типы производства сварных конструкций. Процесс скрепления и последовательного соединения сборочных подробностей между собой прихватками либо болтами для образования отправочного элемента именуют сборкой. Сборка — одна из основных операций при изготовлении конструкций.
Собранные конструкции сваривают. В некоторых случаях сборочные операции чередуются со сварочными.
Разработка сборки конструкций зависит от имеющегося в цехе способа и оборудования производства. Различают три типа производства сварных железных конструкций: единичное, серийное и массовое.
Единичное производство — это изготовление различных конструкций, отличающихся по размерам и форме. На каждом рабочем месте сборочного цеха выполняются разнообразные сборочные работы по изготовлению разных конструкций. Специализации рабочих мест нет.
При изготовлении каждой новой конструкции рабочее место перестраивают. В ходе сборки пользуются приспособлениями и универсальными инструментами.
Серийное производство — это изготовление однообразных изделий многочисленными партиями либо сериями. При серийном производстве на специальных рабочих местах делают определенные сборочные операции.
Используемые специальные приспособления имеют строго определенное назначение для сборки какого-либо одного изде-1Ия Применение таких приспособлений содействует улучшению производительности качества и повышению труда конструкций.
Массовое производство — это изготовление изделий одного ассортимента в течение долгого времени.
Требования к сборке. Технологический процесс сборки независимо от метода производства обязан удовлетворять следующим требованиям: соблюдение требуемой последовательности сварки и сборки; использование приспособлений и необходимого инструмента, повышающих производительность труда сборщика; увязка сборочных операций с операциями по сварке; проведение пооперационного контроля качества сборки; соблюдение допусков на размеры конструкций; соблюдение правил техники безопасности.
Сведения о ходе сборки записывают в технологические карты сборки сборочных общей сборки и единиц конструкции. В случае если при изготовлении конструкции операции сборки чередуются с операциями сварки, то технологический процесс сварки обрисовывают в той же технологической карте.
Процесс сборки конструкций под сварку охватывает следующие виды работ: раскладку поданных под сборку подробностей на стеллажах в близи к месту сборки; фактически сборку, т. е. размещение отдельных подробностей во обоюдном размещении, указанном на чертеже; закрепление подробностей между собой либо прикрепление небольших подробностей к главным большим сперва зажимными либо распорными приспособлениями, а после этого маленькими швами (прихватками) и подготовка собранной конструкции к сварке.
Для исполнения одной и той же операции при сборке конструкции сборщик может использовать разные приемы работ. Выбор приемов работы зависит не только от опыта и квалификации сборщика, но и от приспособлений и наличия инструментов.
Основной задачей каждого сборщика есть использование высокопроизводительных приемов исполнения технологических операций, каковые снабжали бы высокий уровень качества сборки при соблюдении правил техники безопасности.
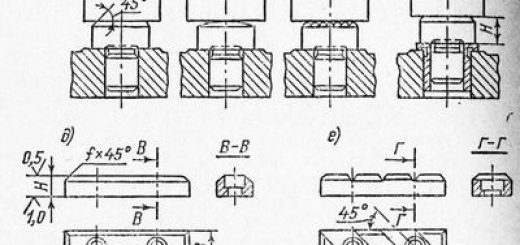
Методы сборки. В зависимости от формы, типа производства и размеров элементов используются следующие методы сборки конструкций под сварку: сборка по предварительной разметке; по упорам-фиксаторам; по шаблонам-копирам; по контрольным отверстиям в собираемых элементах, в кондукторах, на поточных линиях.
Сборка по разметке содержится в том, что положение каждого элемента определяется рисками, нанесенными на смежных элементах по чертежным размерам. Конструкцию собирают в соответствии с нанесенными рисками.
Сборка по упорам-фиксаторам пребывает в том, что по очертаниям изделия на стеллажах либо на плите устанавливают упоры, каковые определяют размещение элементов изделия в соответствии с чертежу.
Сборка по шаблонам-копирам отличается тем, что первоначально изготовляют шаблон, имеющий форму изделия (копир). Элементы изделия совмещают с шаблоном и скрепляют между собой прихватками.
Сборка по контрольным отверстиям содержится в следующем В заготовительных цехах в главных сопрягаемых элементах конструкции делают сборочные отверстия. Эти сборочные отверстия совмещают в смежных элементах и скрепляют сборочными болтами.
Сборка в кондукторе — самый производительный способ, снабжающий одновременно высокое качество сборки. Кондуктор представляет собой стационарное устройство, которое снабжает верное обоюдное размещение элементов конструкции в соответствии с чертежом. Элементы в кондукторе удерживаются прижимными устройствами и упорами без фиксации прихватками
Организация работ. Сборщики конструкций трудятся звеньями по два-три человека, бригадами по четыре человека либо сквозными двухсменными бригадами.
Производство сборочных работ звеньями в одну смену снабжает громадную производительность труда, но производствен-•ные площади в этом случае употребляются нерационально, поскольку продолжительность цикла изготовления конструкций больше, чем при сборке в две смены. Работы сквозными бригадами ведутся в две смены, причем последующая смена сборщиков продолжает сборочные работы, начатые прошлой сменой.
Наряду с этим рекомендуется следующий состав рабочих сквозной бригады: два сборщика и два прихватчика.
Сборка сварных конструкций сквозными бригадами снабжает равномерную расстановку рабочих по сменам; рациональное применение производственных площадей, оборудования, кранов; сокращение утрат времени за счет лучшего обслуживания рабочих мест; ускорение производственного цикла.
Транспортирование подробностей, сдача и отделка конструкций выполняются комплексной сквозной бригадой, в состав которой входят стропальщики, рубщики, газорезчики, сверловщики. Бригада делает работы по подаче и разгрузке полуфабриката его на рабочие места сборщиков; газовой резке в ходе сборки; правке конструкций по окончании сварки, вырубке пневматическим молотком дефектных швов, наплывов и заусенцев металла; сверлению пропущенных отверстий либо предусмотренных по разработке по окончании сборочных работ; засверливанию швов для контроля их провара; зачистке конструкций шлифовальной машинкой; раскладке и кантовке конструкций в ходе сварки; увязке в пакеты небольших конструкций; отгрузке готовой продукции; отгрузке и сборке металлолома.