Сборка моделей на стояк типа елочка
Модели небольших отливок, каковые изготовляют раздельно либо и звеньях, собирают в блоки либо в елочки. Блок складывается из солидного числа моделей, соединенных отдельными питателями в це-ivio литниковую совокупность, которая обязана снабжать хорошее питание отливок металлом, т. е. получение плотных отливок.
Такая литниковая совокупность при массовом производстве отливок в большинстве случаев стандартизируется. Форма елочки, ее размещение моделей и конструктивное исполнение обусловливаются:
а) методом изготовления моделей;
б) нанесением оболочки;
в) выплавлением модельного состава;
г) методом литья;
д) заполнением формы жидким металлом;
е) методом отделения отливок от литниковой совокупности.
Модели, изготовленные раздельно либо в звеньях, монтируют в блок склейкой либо при помощи пайки. Небольшие модели прикрепляют к литниковой совокупности модельным клеем.
При приклеивании моделей нужно следить, дабы модельный клей смачивал все сечение питателя и дабы при прижатии модели к литниковой совокупности образовывался постоянный кольцеобразный выступ, имеющий диаметр на 2 мм больший, чем диаметр питателя. Образование этого выступа разрешает лучше осуществлять контроль правильность склеивания.
Помимо этого, по окончании выплавления модельной массы литниковый движение в месте припайки (присоединения) пара расширен. При необходимости модели и части литниковых совокупностей склеивают разными клеящими весами.
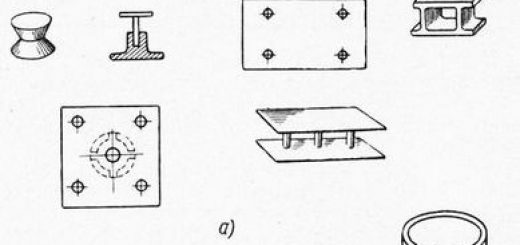
")
Рис. 1. Модельный блок; 1 — модель литниковой чаши; 2 — модель коллектора; 3 — модель стояка; 4 — модель питателя; 5 — модель отливки; 6 — литниковая чаша; 7 — коллектор; 8 — стояк; 9 — питатель; 10 — форма для отливки
При припаиваиии моделей к литниковой совокупности между питателем модели и литниковой частью стояка либо питателя вкладывают нагретое лезвие паяльника с ровной поверхностью. Модель прижимают к лезвию паяльника, что приложен к тому месту литниковой совокупности, куда будет присоединена модель.
По окончании подплавления обеих поверхностей лезвие паяльника вытягивают и модель прижимают к литниковой совокупности. Монтаж моделей при помощи пайки есть производительным методом, а соединение весьма качественным.
Расплавленный модельный состав образует в месте соединения закругленный переход, благодаря которому устраняется фактор надреза и увеличивается прочность соединения. Паяльники подогревают при помощи вмонтированных в них электронагревательных элементов, в электрических печах либо газовыми горелками.
Форма блока моделей, т. е. литниковой совокупности с соответствующим определенным числом размещенных на ней моделей, должна быть таковой, дабы к месту для присоединения модели был хороший подход, наряду с этим уже припаянные модели нельзя повреждать горячим паяльником.
Для качественного нанесения оболочек модели на блоке направляться располагать полостями вниз. Суспензия, образующая будущую оболочку, обязана стекать из этих полостей чтобы не было излишней толщины керамики.
Неравномерная толщина оболочки неблагоприятно отражается при прокаливании формы из-за неравномерности ее прогрева. Толстый слой прогретой керамики возможно источником рыхлот и пористости на поверхности отливки в не хватает пропитываемых узлах.
Уровень качества отливок зависит от расстояния между моделями на модельном блоке; расстояние должно быть таким, дабы при нанесении оболочки между ними оставался зазор. Расстояние между последовательностями моделей по высоте должно быть таким, дабы возможно было шепетильно обсыпать суспензию песком и прекрасно просушивать обсыпанную оболочку.
Собранный литниковая система и модельный блок должны снабжать хорошее вытекание модельного состава при его выплавлении из керамической формы. В некоторых отливках появляется большое количество недостатков в виде засоров от золы модельного состава, которая не была достаточно шепетильно удалена из керамической формы при выплавлении моделей.
В случае если нельзя обеспечить полное удаление модельного состава методом благоприятного положения модели на модельном блоке, то к модели необхо-Р 0 присоединить вспомогательный канал, через что будет удаляться модельный состав из полости керамической формы.
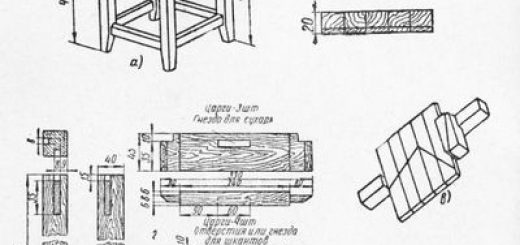
Рис. 2. Приклейка моделей: 1 — выплавляемая модель; 2 — модель питателя; 3 — клей
В случае если же (для верного питания) нельзя разместить модели на литниковой совокупности так, дабы модельный состав имел возможность удаляться из полости керамической формы и при применении технологического канала, то возможно в стенке формы сделать вспомогательное выходное отверстие в тех сечениях, в которых может остаться модельный состав. Дабы вспомогательное отверстие не сломало конфигурацию отливки, на модели должен быть выполнен выступ соответствующего профиля.
По окончании выплавления модельного состава эти вспомогательные отверстия заделывают керамической массой.
Таковой метод направляться использовать в первую очередь для отливок, имеющих форму дисков, и особенно для отливок громадной протяженности, точность моделей которых обеспечивается вставным железным каркасом (стержнем). Железный каркас в большинстве случаев в виде проволоки удаляют через запасного отверстие, заделываемое перед заливкой керамическим составом.
Все методы литья (свободная заливка металла, вакуумная, центробежная) накладывают своеобразные изюминки на конструкцию керамической формы. К примеру, для литья в керамическую форму без опорного наполнителя нижняя часть литниковой совокупности должна иметь громадную площадь опоры, дабы вся керамическая форма была устойчивой.
Размещение моделей на литниковой совокупности должно быть таким, дабы гарантировалось хорошее заполнение полостей формы жидким металлом и дабы отливки не имели недостатков. Сечение соединительных каналов и главного стояка должно снабжать постоянное заполнение форм жидким металлом как самый удаленных, так и самый близко расположенных подробностей.
Дополнительные питающие бобышки между стояком и фактически отливкой должны задерживать неметаллические включения, содержащиеся в жидком металле, к примеру частицы керамических оболочек, шлак либо окислы, т. е. делать функции шлакозадержания.
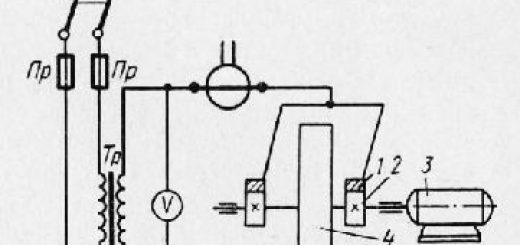
Рис. 3. Блок с технологическими каналами
Выбор метода отделения отливок от блоков связан с металлом отливки и имеет громадное влияние на себестоимость литья по выплавляемым моделям, что необходимо учитывать при проектировании модельного блока. Нужно оценивать особенности каждой отливки и соответственно приспосабливать к ним форму модельного блока.
В литейных цехах применяют оптимальные стандартные литниковые совокупности, удобные для манипуляций с блоками на всех этапах технологического процесса, дальнейшей обработки и межоперационной транспортировки, но при которых не всегда достигается оптимальный коэффициент применения жидкого металла.