Изготовление жеребеек
Жеребейка — железная подставка (опора), используемая при сборке литейных форм для фиксирования заданного положения стержней в форме. В ходе заливки литейной формы расплавленным металлом жеребейка остается в теле отливки, исходя из этого она обязана прекрасно развариваться теплом жидкого сплава.
Развариваемость жеребейки тем лучше, чем меньше она окислена. Для предотвращения окисления жеребеек их покрывают антикоррозионными покрытиями разными методами (лужением, омеднением, пассивированием и др.).
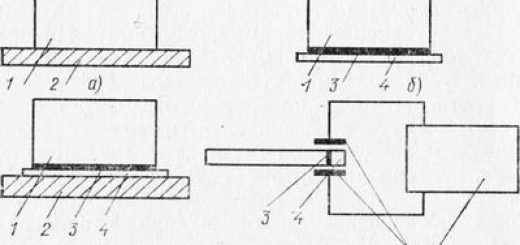
По конструктивным изюминкам жеребейки подразделяются на плоские, фасонные (рис. 1, б). Плоские жеребейки со своей стороны делятся на одностоечные двухстоечные; трехстоечные и четырехстоечные.
Из плоских одностоечных жеребеек заслуживает внимания жеребейка. Она складывается из цилиндрического полого стебелька (стойки) и двух пластин. В стенке стойки и в пластинах имеются отверстия, через каковые расплавленный металл попадает во внутреннюю полость стойки.
Потому, что стена стойки жеребейки обогревается с обеих сторон жидким металлом, то создаются благоприятные условия для получения и сваривания более плотной отливки. неплотных мест и Раковин благодаря разности коэффициента линейного расширения в жеребейке не получается, поскольку металл, попавший вовнутрь полой стойки, застывает раньше и не разрешает жеребейке отделиться от металла.
")
Рис. 1. Жеребейки:
а — плоские, б — фасонные
Из фасонных жеребеек заслуживает внимания жеребейка 14. Она изготавливается из узкого листового материала и имеет цилиндрическую конструкцию.
Стык жеребейки делают наклонным, это повышает ее устойчивость при действии на нее вертикальных нагрузок. Помимо этого, в соприкасающихся гранях выполнены лапки и соответствующие им вырезы.
Плоские жеребейки используют для стержней и ровных плоскостей форм, а фасонные — для неровных.
В соответствии с ГОСТ 9062—59 установлено тринадцать типов стандартных жеребеек (рис. 96), из них для чугунных и металлических отливок используют жеребейки сборные (типы I—V), цельноштампо-ванные (типы VI—X) и комплектные (типы XI—XIII).
Рис. 2. Типы стандартных жеребеек
Изготовление жеребеек. На данный момент существенно обширно организовано централизованное снабжение литейных цехов стандартными жеребейками, каковые изготавливают механизированным методом на автоматах и специальных станках, а каркасникам приходится изготавливать в основном жеребейки типов VIII,.
IX, X, XI, XII, и жеребейки особого назначения.
Рис. 3. Автомат для того чтобы
a — неспециализированный вид автомата, б,—схема устройства автомата
Изготовление стойки жеребейки. Намотанная на барабане проволока при его повороте подается в направляющую правильные ролики и втулку.
При помощи кривошипа, зуба и тяги, закрепленного на рычаге, проволока подается к зажимным плашкам челнока. На протяжении хода вперед рычаг прижимает зуб к проволоке, а при обратном ходе зуб и рычаг отжимаются от проволоки роликом.
Зажимные плашки предотвращают перемещение проволоки при обратном ходе подающего механизма. Проходя через канал, проволока выступает на длину, нужную для получения стойки.
По окончании зажима плашками финиша проволоки заданной длины происходит его отрезание. Изготовленную так стойку подают к каналу для сборочной операции.
Изготовление пластин для жеребейки. С барабана металлическая лента подается через направляющий паз в верные ролики, а после этого под зуб.
Возвратно-поступательное перемещение подающего ленту механизма производится при рычага и помощи ролика. От механизма подачи лента направляется под ползун прижима, удерживающий ее от перемещения назад при обратном ходе подающего механизма.
Отверстие в ленте пробивается бойком, укрепленным на ползуне.
Сборка жеребейки начинается с того момента, в то время, когда челнок, в канале которого находится стойка жеребейки, приобретает поступательное перемещение. В канале челнока на определенной глубине, равной длине ножки стойки, установлен мерник, что нажимает на конец стойки и продвигает его вместе с челноком к зажимным планкам.
По окончании высадки на заготовке упорного буртика челнок остается на месте. Сейчас кулачок освобождает ползун с бойком и древесной пружинящей планкой, а второй боек 11 прорубает ленту, которая является основанием жеребейки.
Подковообразная пружина бойка упором направляет отверстие основания жеребейки на стойку и ударом бойка расклинивается финиш стойки. По окончании сборки все подробности автомата возвращаются в исходное положение, а выбрасыватель выталкивает готовую жеребейку в тару.
Производительность автомата 4000 жеребеек в час, обслуживает его один человек.
приёмка жеребеек и Технические требования. Жеребейки должны изготавливаться .в соответствии с требованиями ГОСТ 9062—59. Жеребейки для отливок, подвергающихся гидравлическому опробованию должны быть покрыты оловянистым сплавом ПОС-18.
Конструкция жеребеек должна быть твёрдой, стойки по отношению к опорным пластинам перпендикулярны, наряду с этим отклонение от перпендикулярности допускается не более 3°. Пластины всех типов жеребеек, не считая опорных, распорных, коробчатых и комплектных, Должны быть параллельны между собой.
Ниже приведены отклонения от параллельности в зависимости от высоты жеребейки.
Цельноштампованные жеребейки, комплектных жеребеек и пластины сборных, прямоугольные стойки должны изготовляться из металлической низкоуглеродистой холодной прокатки ленты. Наряду с этим допускается изготовление деталей и жеребеек к ним из тонколистовой стали, а коробчатых жеребеек высотой до 10 мм — из белой жести.
Круглые стойки диаметром до 10 мм возможно изготавливать из проволоки конструкционной низкоуглеродистой стали, а при диаметре более 10 мм — из горячекатаной. Стойки диаметром 6—10 мм допускается изготовлять из низколегированной металлической проволоки.
На одной из цельноштампованных сторон жеребеек и опорных сборных должна быть маркировка, показывающая высоту жеребейки.
приёмке и Техническому осмотру подвергают все виды и типы жеребеек. Состояние поверхности (наличие ржавчины и др.) контролируют методом визуального осмотра всех партий.
Жесткость жеребеек определяют методом отбора от каждой партии нескольких штук и опробованием их нажатием на финиши пластин. Жеребейки, у которых по окончании для того чтобы опробования изменились размеры, к работе не пригодны.
Стойки на перпендикулярность, а пластины на параллельность контролируют по соответствующим шаблонам, в каковые устанавливают жеребейки.
Готовые жеребейки должны быть рассортированы по типоразмерам, упакованы в пакеты из плотной бумаги, перевязаны шпагатом и уложены в коробки весом до 60 кГ. Жеребейки необходимо хранить в сухом помещении, где не должно быть кислот, щелочей или других химически активных материалов вызывающих коррозию.
Лужение жеребеек. Лужение используют для защиты их от коррозии.
Жеребейки лудят горячим методом, погружая в расплавленное олово жеребейки, каковые перед этим были обезжирены, протравлены и пропущены через слой флюса из хлористого цинка, хлористого аммония либо их смеси. Назначение флюса содержится в удалении с поверхности жеребеек жидкости и остаточных (по окончании протравливания) окислов, без чего сцепление слоя олова с поверхностью жеребеек не хватит прочным.
Перед лужением жеребейки очищают от минерального масла, обжигая их в печи при температуре 300—400 °С, после этого затаривают в металлическую банку с отверстиями в дне и стенках. Отожженные жеребейки протравливают в неразбавленной технической соляной кислоте, подогретой паром до температуры 30—40 °С.
Процесс травления производится до полного удаления окиси железа и длится от 15 мин до 2 ч. Длительность травления зависит от концентрации соляной кислоты, наличия на жеребейках окалины, температуры воздуха и размера жеребейки в помещении, которая должна быть не ниже 10 °С. При более низкой температуре кроме того крепкая концентрация соляной кислоты слабо действует на окись железа.
По окончании протравления жеребейки промывают проточной водой и даюг стечь избытку воды с жеребеек и из банки.
Процесс лужения складывается из следующих операций: – опускание промытых жеребеек в свинцовый бак с раствором хлористого цинка (насыщенный раствор цинка в соляной кислоте), где их равномерно смачивают методом встряхивания байки с жеребейками; – расплавление припоя на горне в металлическом либо чугунном котле и удаление с поверхности припоя пленки; – сушка жеребеек на воздухе в опускание 3—5 и течение мин их в расплавленную ванну; – высыпание из ковша луженых жеребеек на противень с отверстиями и их перемешивание чтобы не было спайки их между собой.