Сборка стропильных ферм и связей
Типовые фермы собирают посредством механизированной инвентарной оснастки. Фермы, изготовляемые по личным проектам, собирают по копиру либо в кондукторе на сборочной плите.
Процесс сборки ферм включает следующие операции: подготовительные — ознакомление с чертежом, выбор варианта сборки, подготовку рабочего места, инструмента и приспособлений, раскладку и приёмку полуфабриката; сборку копира либо кондуктора; сборку половинки (плоскости) фермы на копире; оформление и кантовку половинки второй плоскости фермы; сдачу собранной фермы ОТК.
Сборка копира. Копир собирают высококвалифицированные рабочие, поскольку от правильности размеров расстановки и точности копира подробностей в нем зависит уровень качества собранных ферм.
Копир собирают двумя методами.
При первом методе поясные уголки полкой вниз выкладывают на сборочную плиту либо стеллажи, размечают точки пересечения и осевые линии линий в местах установки раскосов и стоек, узловые фасонки подводят снизу, а раскосы и стойки обрешетки устанавливают сверху. В рабочее положение собранный копир перекантовывают.
При втором методе поясные уголки устанавливают на перо (на подставки), узловые Ьасонки располагают сверху, а раскосы и стойки подводят снизу. Первый метод более рациональный, поскольку при нем не используются подставки под поясные уголки, подробности заводят снизу и исходя из этого уменьшается количество крановых операций, сборка идет стремительнее и с большей точностью.
")
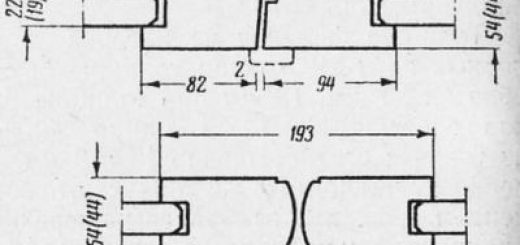
Рис. 1. Стыковые соединения швеллеров: а — стык, перекрытый листовы ми накладками, б — комбнни рованный стык; 1 — стыкуемые швеллеры, 2 — накладки
Сборку копира начинают с выкладки на сборочных козелках либо плитах поясных уголков фермы. При наличии заводских стыков создают их стыковку; заваривают стык при сварке фермы.
К торцам поясных уголков устанавливают на прихватках технологические планки (ТП) для разметки на них точек пересечения осевых линий в соответствии с геометрической схемой фермы (точки а, Ь, с, d). На поясных уголках намечают осевую линию (риску) посредством намеленного шнура.
После этого размечают концевые фасонки фермы и наносят точки пересечения осевых линий на поясных уголках с осевыми линиями раскосов, по окончании чего концевые фасонки поясов прихватывают в проектном положении.
При разметке поясных уголков увязывают положение точек с и d с отверстиями на второй полке поясного уголка по размерам чертежа.
Рис. 2. Сборка копира фермы: а — вариант установки поясных уголков полкой вниз, б вариант установки поясных уголков полкой вверх; 1 — поясные уголки фермы, 2 — намечаемые осевые линии фермы, 3 — сборочная плита, 4 — раскос; ТП — технологические планки, а, Ь, с, d — контрольные осевые точки
Примыкание концевых фасонок нижнего пояса к колоннам жет осуществляться через фланцы либо через фасонку. В перв случае осевую линию пояса наносят на фасонке перпендикулярно стороне примыкания фланца, а во втором — ось пояса прочерчива; ют перпендикулярно оси монтажных отверстий.
Разметку узловых фасонок начинают с нанесения линии положения обушка поясного уголка (размер k) и наметки на поясных уголках положения фасонок (размеры т, п), после этого фасонки прихватывают к поясным уголкам. Фасонку поджимают к поясныц уголкам струбциной либо эксцентриковым зажимом.
Следующим этапом в соответствии с геометрической схемой фиксируют на стеллажах поясные уголки. Наряду с этим нужно выдержать длину L и высоту фермы h1 и h2.
Пояса фермы фиксируют к стеллажам съемными винтовыми прижимами. По окончании контроля геометрических размеров намечают посредством шнура на узловых фасонках осевые линии для установки раскосов и стоек фермы.
Осевыми линиями соединяют точки g, размеченные на поясных уголках в соответствии с геометрической схемой. Установив раскосы и стойки по осям и выдержав размеры от торца уголка до точек т, и, р, с в соответствии с чертежу, их прихватывают электросваркой.
Завершающей операцией размечают и прихватывают сухари (прокладки) на элементах и поясах решетки.
По окончании сдачи ОТК готовый копир перекантовывают на 180° и устанавливают на сборочных козелках для предстоящей сборки ферм.
Сборка фермы по копиру. Ферму собирает то же звено, которое изготовило копир.
Перед сборкой подробности фермы раскладывают на рабочем месте так, дабы избежать перемещений и лишних движений в ходе сборки.
Сперва по копиру устанавливают одноименные подробности узловых фасонок и прокладок. Концевые опорные фасонки с отверстиями фиксируют сборочными пробками.
Опорные узлы фермы собирают с опорными фланцами по разметке. После этого устанавливают поясные уголки и контролируют положение полок уголков по копиру, совмещая отверстия в уголках фермы и копира посредством угольника.
Уголки решетки фермы устанавливают, выдержав расстояние от торца уголка до центра узла.
Завершив сборку половинки фермы (плоскости), снимают ее с копира, перекантовывают на 180° и выкладывают на сборочные стеллажи.
Всецело ферму оформляют так же, как при сборке половины ее плоскости, не считая прокладок и фасонок.
На собранной плоскости устанавливают вторые одноименные подробности — уголки решётки и поясные уголки (стойки и раскосы) — и прихватывают их.
Рис. 3. Разметка концевых фасонок: а – опорный элемент при опирании фермы через фланцы, б – опорный элемент при опирании фермы через фасонку (стрелками указаны контро лируемые размеры)
Рис. 4. Разметка узловых фасонок: 1 — поясной уголок, 2 —риска, 3 — узловая фасонка; k — размер выступающей части узловой фасонки от обушка поясного уголка, тп — размеры положения узловой фасонки довольно поясного уголка
Рис. 5. Схема построения копира:
Рис. 6. Закрепление поясов фермы на стеллажах: 1 — стеллаж, 2 — пояс фермы, 3 — винтовой прижим
Рис. 7. Установка раскосов и стойки фермы: О — точка пересечения осевых линий, с, р, т, п — установочные размеры раскосов и стойки
Рис. 8. Зажимные сборочные при способления: а — струбцина, б — эксцентриковый за жим. в — вилка
Рис. 9. Схема раскладки подробностей фермы на рабочем месте (указано пунктиром)
Рис. 10.
установки и Схема разметки опорного фланца на нижний пояс фермы: 1 — технологические планки для навески опорного фланца, 2 — опорный фланец; 3 — концевая фасонка нижнего пояса
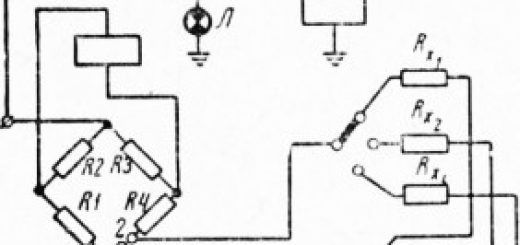
связи и Подстропильные фермы собирают, так же как и стропильные фермы, по копиру с применением фиксаторов. Связи имеют много монтажных отверстий, расположенных под разными углами к осям продольных уголков, тогда как в большей части вторых конструкций монтажные отверстия расположены на осях, пересекающихся под прямым углом.
Монтажные отверстия в прямоугольных координатах значительно легче увязывать между собой, чем отверстия, лежащие на осях, пересекающихся между собой под углами, хорошими от прямого. Исходя из этого в сборке связей самая сложной есть увязка монтажных отверстий.
Неточность в сборке связей снижает уровень качества монтажных соединений.
Рис. 11. Проверка установки поясов по копиру: 1 — копир, 2 — угольник