Способы твердой пайки
Газовая пайка. Наряду с этим методе нагрев места пайки осуществляется газовыми горелками.
Для пайки небольших подробностей пользуются горелками, трудящимися на воздухе с природным (метаном), либо вторым горючим газом, либо же ацетиленом. Для больших подробностей используют горелки, трудящиеся на кислороде с метаном либо вторыми горючими газами, в особенности ацетиленом.
Кислородно-ацетиленовые горелки используют как особые для пайки, дающие широкий факел, так и обычные, сварочные. Особые горелки для пайки создают менее концентрированный нагрев и охватывают пламенем сходу большую поверхность; пламя поддерживается с маленьким избытком ацетилена.
Пайка погружением. Наряду с этим методе пайка производится погружением изделия в ванну с расплавленным припоем либо в ванну с расплавленными солями. Для железных ванн в большинстве случаев применяют бронзово-цинковые припои. Расплавленный припой в ванне покрывают слоем флюса.
Поверхность изделия, которая обязана остаться чистой, без припоя, смазывают растворами и пастами, мешающими ее смачиванию.
Соляные ванны для жёсткой пайки устраивают по типу соляных ванн для термообработки стали. Особенно эргономичны ванны с электрическим нагревом.
Соляная смесь в большинстве случаев складывается из бария и хлоридов калия КС1 + BaCtj. Состав ванны для любого температурного промежутка возможно подобрать, меняя соотношения составных частей соляной смеси.
Подробности собирают; на поверхность, подлежащую пайке, наносят флюс; между кромками либо около места соединения размещают припой, по окончании чего подробности скрепляют и обмакивают в ванну- Соляная ванна снабжает постоянный температурный режим с точностью ± 5 °С и защищает место пайки от окисления. Подробность, вынутую из ванны, защищает от окисления при охлаждении пленка расплавленных солей, которая по охлаждении возможно удалена промывкой в тёплой воде.
Пайка погружением в ванны отличается высокой производительностью, однородностью качества и возможно механизирована.
Электрическая панка. Электрический нагрев места пайки возможно осуществлен разными способами: электрической дугой прямого либо косвенного действия; пропусканием тока через место сварки; вихревыми токами, каковые индуктируются в металле изделия переменными магнитными полями; за счет разогрева контакта между токоподводящим электродом и поверхностью изделия и т. д.
Для пайки дугой прямого действия бронзово-цинковые припои непригодны ввиду летучести цинка и сильного его выгорания и испарения под действием большой температуры дуги. Самый пригодны тугоплавкие бронзовые припои с содержанием фосфора либо кремния.
Для пайки применяют угольную дугу, которую направляют в основном на конец стержня припоя, касающегося главного металла; дуга не должна расплавлять кромки изделия.
Угольная дуга косвенного действия (дуговая горелка) заменяет газовую горелку и позволяет делать процесс пайки жёсткими припоями всех типов, как бронзово-цинковыми, так и серебряными. Технологически дуговая горелка менее эргономична, чем газовая, и используется в большинстве случаев только при маленьком количестве работ по пайке.
Электрическую пайку сопротивлением возможно делать на обычных сварочных контактных автомобилях либо на особых электрических аппаратах для пайки. Нагрев места пайки производится пропусканием через него тока громадной силы, что приобретают от низковольтного трансформатора, встроенного в корпус аппарата для пайки и составляющего с ним одно целое.
Более универсальными электрическими аппаратами для пайки являются аппараты, трудящиеся по методу тёплого контакта между угольным либо изделием и графитным электродом. Таковой аппарат складывается из двух главных частей: понижающего трансформатора, подвижного либо стационарного, и клещей для пайки, соединяемых с зажимами трансформатора эластичными проводами, каковые смогут иметь большую длину, что придает установке универсальность и гибкость применения.
Понижающий трансформатор изготовляется по типу трансформаторов для электрических контактных сварочных автомобилей. Первичная обмотка трансформатора секционирована, что разрешает регулировать напряжение вторичной обмотки и рабочую силу тока методом переключения витков первичной обмотки, как в контактных автомобилях.
Первичная обмотка трансформатора включается в электрическую цепь контактором с кнопочным управлением. Кнопка включения помещена на ручке паяльных клещей либо вынесена в форме отдельной переносной педали.
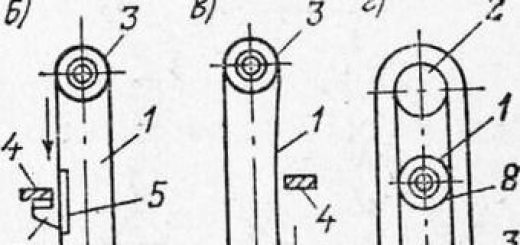
Рабочие токоподводящие контакты паяльных клещей выполнены в форме сменных призматических блоков — брусков из электродного угля либо графита. Подробности зажимают винтом, подогревающий ток включают кнопкой на ручке клещей.
Паяльные клещи присоединяются ко вторичной обмотке трансформатора эластичными проводами достаточного сечения и требующейся длины (в большинстве случаев до 2—3 м). Для пайки меди в большинстве случаев пользуются фосфорно-мед-ными припоями, для пайки стали — серебряными припоями.
Фосфорно-бронзовые припои для пайки тёмных металлов негодны.
Индукционная пайка токами высокой частоты. Сейчас скоро начинается и начинает обнаружить широкое промышленное использование новый очень действенный метод пайки токами высокой частоты.
Способ основан на нагреве металла вихревыми токами, каковые создаются переменным магнитным полем высокой частоты. Переменное магнитное поле, со своей стороны, создается намагничивающими обмотками — индукторами.
При приближении индуктора к поверхности изделия появляются вихревые токи в зоне металла, подвергающейся магнитному действию индуктора. Воздействие индуктора тем посильнее, чем меньше расстояние между индукторами и нагреваемым металлом.
Для вероятного уменьшения расстояния используют индукторы с изоляцией из тугоплавкой эмали; в этом случае расстояние между индуктором и нагреваемым металлом возможно снижено до 0,3—0,5 мм.
Нагревание токами высокой частоты сосредоточивается в весьма узком поверхностном слое металла, в котором появляются вихревые токи. Нижележащие слои нагреваются благодаря теплопроводности. Небольшой количество разогреваемого металла разрешает вести нагрев очень скоро, с высоким к. п. д.
")
Рис. 1. Электрический аппарат для пайки: 1 — питающий трансформатор; 2 — эластичный кабель; 3 — паяльные клещи; 4 — графитные либо угольные контакты
Процесс пайки отличается чистотой, удобством исполнения, легко поддается механизации и возможно хорошо приспособлен к условиям массового производства однотипных подробностей. Все эти преимущества нагрева токами высокой частоты снабжают возможность широкого промышленного применения его при пайке.
Препятствием к применению токов высокой частоты до тех пор пока помогает высокая стоимость и некоторая сложность установок для получения этих токов.
Пайка в печах. Нагрев под пайку может производиться кроме этого в разных печах, по устройству подобных печам для термообработки стали.
Используются, к примеру, очковые печи с нефтяным отоплением; активно используются муфельные печи, в особенности эргономичны электрические муфельные печи. Пайка ведется при помощи нагрева подробностей с заблаговременно нанесенными припоем и флюсом, что закладывают между соединяемыми кромками либо помещают рядом с местом пайки.
Пайка в почах с применением флюса трудоемка, требует достаточно квалифицированной рабочей силы. Существенно ответственнее пайка в печах в восстановительной воздухе; данный вид пайки имеет широкое использование в массовом производстве.