Строгание на фуговальном станке
Устройство фуговального станка. На фуговальном станке строгают прямолинейные подробности с двух смежных сторон — под линейку и в угол.
Главными частями фуговального станка являются станина, две чугунные плиты, образующие рабочий стол, ножевой вал (ножевая головка), строгальные ножи, привод.
Каждую плиту рабочего стола при помощи винта возможно поднимать либо опускать по наклонным направляющим. Вместе с этим плиты перемещаются в горизонтальной плоскости, увеличивая либо уменьшая расстояние между ними.
Между плитами помещается ножевой вал. Он расположен так, что режущие кромки укрепленных на нем ножей находятся на одном уровне с задней плитой (по отношению к станочнику).
Переднюю плиту устанавливают ниже задней на 1,5 — 2 мм, т. е. на толщину снимаемого слоя древесины.
На финишах плит, обращенных к ножевому валу, прикреплены заподлицо с поверхностью плит металлические накладки — губки. Их назначение — защищать финиши плит от отколов и истирания, уменьшать зазор между плитами и ножами и осуществлять подпор волокон при срезании стружки.
На рабочем столе установлена направляющая линейка, которую возможно передвигать по ширине стола.
Над ножевым валом устроен предохранительный щит либо предохранительная штора, каковые при работе отодвигаются обрабатываемой подробностью, а по окончании прохода подробности под действием пружины снова закрывают целый вал с ножами.
Станок СР5-2 трудится конкретно от электродвигателя, станок СФР — через привод.
")
Рис. 1. Ограждения ножевого вала фуговального станка а — пружинящий щит; б — штора
Приспособления к фуговальному станку. Промышленность производит к фуговальному станку конвейерный механизм для подачи материала и аппарат для правки и фугования ножей на месте установки.
Конвейерный механизм подачи возможно установить имеющимися у него колонками на столе любого фуговального станка; необходимо лишь просверлить в столе отверстия под болты, прикрепляющие колонки. Механизм (рис.
2) складывается из нескончаемой конвейерной цепи, перекинутой через два барабана, из которых один ведущий. На цепи имеются пружинящие захваты — пальцы: на ходу цепи они сцепляются с обрабатываемыми подробностями и продвигают их над вращающимися ножами.
Конвейерную цепь возможно устанавливать на различной высоте соответственно толщине обрабатываемых подробностей. На данный момент выпускаются фуговальные станки со стационарным конвейером подачи.
На фуговальных станках с конвейерной подачей возможно строгать лишь широкую сторону подробности — пласть. Фугование кромок, ровное либо с отборкой пазов и гребней, создают на кромкофуговальном либо автошпунтовальном двустороннем станке с конвейерной подачей.
Конвейер у этих станков поставлен на ребра, с обеих его сторон расположены коробки с прижимными пружинящими валами.
Рис. 2. Схема конвейерного механизма подачи для фуговального станка: 1 — ножевой вал станка; 2 — обрабатываемая подробность; 3 — конвейерная цепь; 4 — пружинящие захваты (пальцы)
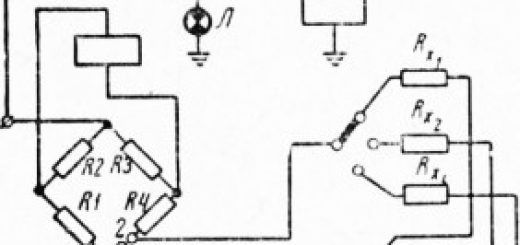
Аппарат для правки и фугования строгальных ножей на месте установки. Кроме того при весьма тщательной установке ножей в ножевом валу не удается расположить их режущие кромки строго по одной окружности; в радиусах резания получается отличие величиной 0,05 — 0,1 мм.
В следствии волны на обработанной поверхности выясняются неравномерными, попарно слитыми. Самый высоко установленный нож время от времени перекрывает все волны, и тогда вместо четырех маленьких образуется одна долгая волна.
При правке и фуговании ножей, установленных в ножевом валу, отличие между радиусами резания значительно уменьшается до 0,03 — 0,02 мм, благодаря чему строганая поверхность получается более ровной.
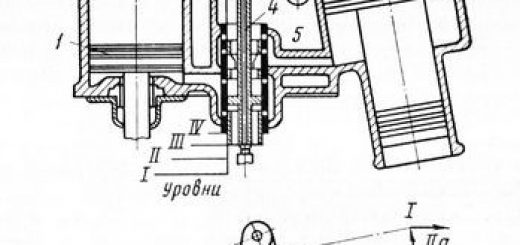
Рис. 3. Схема рабочей части кромкофуговального (автошпунтовального) станка: 1 — конвейерная цепь; 2 — ножевые головки; 3 — коробка с пружинящими вальцами; 4 — обрабатываемые подробности (вид сверху)
Аппарат для правки и фугования строгальных ножей на месте выпускается как совместно со станком, так и раздельно. В первом случае он откидной, во втором — приставной.
Пользуются аппаратом так. Рабочую (точильную) часть аппарата приводят в легкое соприкосновение с лезвием одного ножа на ножевом валу и закрепляют ее в таком положении.
Затем аппарат включают и его перемещают по направляющей на всей протяженности ножа, создавая им выравнивание лезвия на определенном расстоянии от центра вала и в один момент правку лезвия. По окончании операции повертыванием ножевого вала подводят под рабочую часть аппарата второй нож и повторяют правку и фуговку.
Так друг за другом обрабатывают лезвия всех ножей, закрепленных в ножевом валу.
Производимые на данный момент фуговальные станки отличаются солидным числом оборотов рабочего вала, увеличенным числом ножей, конвейерной подачей, высокой мощностью.
Станки СФ-б и СФА оборудованы съемным аппаратом для правки и фугования ножей; станок СФА, помимо этого, оснащен конвейером подачи,
Работа на фуговальном станке. При строгании на фуговальном станке с ручной подачей подробность укладывают на рабочий стол по возможности под прямым углом к ножевому валу.
Левой рукой материал хорошо прижимают к столу недалеко от ножей, правой — дальше от ножей и в таком положении подают материал на ножи. В то время, когда передний финиш подробности пройдет за ножи, прижимают подробность левой рукой к поверхности задней плиты около самого ножевого вала.
По мере продвижения подробности руки переставляют, но с таким расчетом, дабы нажим на подробность левой рукой происходил по возможности ближе к ножам. Запрещено в один момент переставлять руки.
Нажим на подробность должен быть более либо менее однообразным, а подача — плавней, с равномерной скоростью.
Покоробленную подробность укладывают вогнутой стороной вниз, поскольку на выпуклой стороне она не будет иметь устойчивости, и выстроганная поверхность окажется неровной (не под линейку). Очень сильно покоробленные подробности, у которых стрела прогиба больше припуска на обработку, нельзя строгать.
Такие подробности необходимо откладывать для дополнительного раскроя на более узкие либо более маленькие подробности, в зависимости от характера коробления.
Каждую подробность перед строганием скоро, но пристально осматривают. Подробности с пороками, не допустимыми по техническим условиям, в особенности с сучками в местах выработки шипов и выдалбливания и проушин гнезд, откладывают для дополнительного раскроя.
В случае если этого не делать, подробность все равно будет забракована при сборке, а затраченные на такую подробность древесина, время и труд окажутся израсходованными зря.
При строгании второй смежной стороны подробность прижимают к столу и к направляющей линейке.
Строгать следует по слою, дабы избежать излишних задиров волокон. В большинстве случаев за один проход снимают слой древесины толщиной 1,5 — 2 мм.
При таковой толщине снимаемого слоя подробность в большинстве случаев выстрагивают за два прохода.
При обработке сосновых деталей рабочий стол станка необходимо протирать тряпкой, намоченной керосином, поскольку пристающая к столу смола затрудняет продвижение подробностей. Обрабатываемые подробности необходимо располагать так, дабы станочнику не приходилось делать лишних перемещений.
Схема организации рабочего места продемонстрирована на рис. 89.
Узкие подробности при ручной’подаче строгают в один момент по нескольку штук. Подробностей берут столько, сколько их может захватить рука.
Наряду с этим не нужно касаться пальцами поверхности стола, дабы не допустить соприкосновения с ножами, Фугование кромок узких делянок производится, в большинстве случаев, пачками.
При работе на станке с конвейером подробности подают торец в торец.
При строгании узкого материала по мере затупления того либо иного участка ножен направляющую линейку передвигают по ширине рабочего стола к второму участку. Это разрешает реже поменять ножи из-за затупления и тем экономить рабочее время.
Через каждые 1,5 — 2 часа работы ножи на месте установки в станке подправляют оселком либо аппаратом для правки и фуговки. Смену ножей для заточки создают через 48 — 80 час. (через 6 — 10 смен) постоянной работы, в зависимости от ухода за ними в ходе работы.
Рис. 4. Схема рациональной организации рабочего места у фуговального стайка: 1 — нестроганые подробности; 2 — место станочника: 3 — строганые подробности
По выстроганной стороне детали на фуговальном станке обрабатывают остальные три ее стороны. Исходя из этого недостатки обработки на фуговальном станке влекут за собой искажение вторых сторон подробности.
Главный вероятный недостаток строгания на фуговальном станке — непрямолинейность остроганной поверхности. Она появляется в следствии не сильный либо неравномерного нажима на обрабатываемую подробность.
При настройке станка необходимо оставлять между ножевым валом и металлическими губками самые незначительные зазоры, нужные лишь для свободного вращения ножей, поскольку в громадные зазоры при неосторожности возможно попасть пальцами. Помимо этого, при громадных зазорах получается менее чистое строгание.
Защитный щит либо штора над ножевым валом должны быть неизменно исправны. Строгание маленьких подробностей необходимо создавать при помощи толкателя (колодки — рис.
5).
Рис. 5. Толкатель (колодка)