Сварка дугой косвенного действия
Несложным видом плазменной сварки можно считать сварку дугой косвенного действия. Дуга зажигается между двумя либо несколькими электродами, к примеру между тремя при питании дуги трехфазным током.
Нагреваемый дугой объект в сварочную цепь не включен, исходя из этого он бывает изготовлен из материала, не проводящего электрический ток (стекло, керамика и т. п.). Электроды — в большинстве случаев неплавкие из угля либо графита; при вдувании защитных газов либо помещении дуги в закрытую камеру, заполненную защитным газом, вероятно использование вольфрамовых электродов.
Наличие неплавких электродов снабжает высокую устойчивость дуги: при случайном обрыве катодное пятно довольно продолжительное время сохраняет способность и высокую температуру к термоэлектронной эмиссии, и дуга легко зажигается снова при появлении достаточного напряжения.
При применении постоянного тока отмечается неравномерный разогрев электродов, анод нагревается существенно стремительнее и при равных сечениях сгорает в 1,5—2 раза стремительнее катода. Исходя из этого для питания дуги косвенного действия чаще используется переменный ток, наряду с этим устойчивость дуги достаточна, скорость сгорания разнополюсных электродов однообразна.
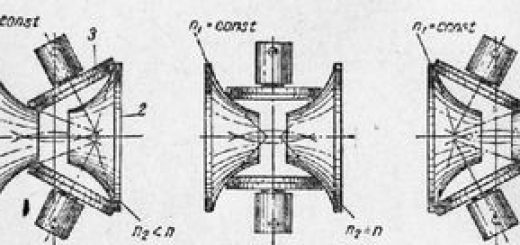
Под действием магнитного поля сварочного контура линии тока изгибаются, а отброшенные электрически заряженные частицы при соударениях передают энергию нейтральным частицам и создают поток тёплого газа — факел пламени. Температура начальной части факела у столба дуги высока, а с удалением от столба температура падает и в конце факела не превышает 800—1000 °С.
Протяженность факела может оставлять 100—200 мм. Пользуясь разными участками факела возможно приобретать пламя разной температуры. Несложный двухэлектродный держатель для ручной сварки дугой косвенного действия переменного тока продемонстрирован на рис.
2. Воображает интерес дуга косвенного действия, с вдуванием водорода в дугу. Метод носит название «атомноводородная сварка».
Дуга переменного тока зажигается между двумя вольфрамовыми электродами; на протяжении каждого из электродов в зону дуги подается струя водорода; главный металл не включен в сварочную цепь и не есть электродом дуги. Финиши вольфрамовых электродов легко оплавляются, но плавление при обычных режимах сварки не приобретает развития и вольфрам расходуется медлительно.
Столб дуги быстро изогнут как под действием магнитного поля, создаваемого электродами г, током, так и под механическим действием водородной струи. Столб окружает ослепительно броский ореол в форме плоского диска.
Рис. 1. Дуга косвенного действия: 1 — столб дуги; 2 — факел пламени
")
Рис. 2. Держатель для сварки дугой косвенного действия
В столбе и дуги и пламени происходит диссоциация молекулярного двухатомного водорода в одноатомный по уравнению Н2 = 2Н. Эта реакция есть эндотермической и связана с поглощением большого количества тепла.
Для осуществления диссоциации одного моля водорода необходимо затратить 100 000 кал.
Рис. 3. Схема атомноводородной сварки
Образование молекулярного водорода особенно интенсивно происходит на поверхности металлов, оказывающих каталитическое воздействие на эту реакцию. Так, в случае если ввести в пламя ядерного водорода железную пластинку, то ее поверхность скоро расплавится и образуется сварочная ванна.
Процесс образования молекулярного водорода из ядерного возможно назвать горением, и возможно сказать о пламени ядерного водорода. По теоретическим расчётам и измерениям температура атомново-дородного пламени образовывает около 3700 °С, что существенно выше температуры любого другого газового пламени; к примеру, большая температура ацетилено-кислородного пламени образовывает 3200 °С.
Нагревание водорода происходит в основном за счет столба дуги, длину которого стараются расширить, исходя из этого напряжение дуги при атомноводородной сварке в большинстве случаев образовывает 70—150 в, в среднем 100 в. Ввиду дуги и значительного напряжения для питания ее используют особые сварочные трансформаторы с повышенным напряжением холостого хода (в большинстве случаев около 300 в) и со особыми устройствами для защиты сварщика от поражения током. Атомноводородная горелка продемонстрирована на рис. 4.
Рис. 4. Атомноводородная горелка
Вольфрамовые электроды используют диаметром 1,5—4 мм, сварочные токи 10—70 а. Защитным газом в большинстве случаев помогают технически чистый водород либо смеси, богатые водородом, к примеру продукт диссоциации аммиака (2NH3 = Na + ЗИ2), азотно-водородная смесь, складывающаяся из 75% азота и 25% водорода. В присутствии водорода не происходит заметного азотирования металла.
Расход водорода при сварке 1—3 м3/ч.
Водород прекрасно защищает металл от окисления, но одновременно с этим при большой температуре дуги он достаточно легко соединяется с углеродом стали, образуя газообразные углеводороды, в следствии чего содержание углерода в наплавленном металле может существенно снизиться, не обращая внимания на хорошую защиту 0т окисления. Основная область применения атомноводородной сварки — особые легированные конструкционные стали, и сплавы и алюминий.
При сварке алюминия нужно использовать флюс, поскольку водород не восстанавливает окись алюминия. Использование атомноводородной сварки технически и экономически целесообразно только на материале малых толщин, приблизительно 1—5 мм.
На данный момент атомноводородная сварка используется незначительно, одна из главных обстоятельств — неудобная технологически форма сварочного пламени.