Термически неупрочняемые алюминиевые сплавы
")
К данной группе относятся коррозионно-устойчивые деформируемые сплавы совокупностей Al — Mg и Al — Mn. Такие сплавы не подвергаются упрочнению за счет термической обработки.
К данной группе относятся сплавы АМц, АМг, АМгЗ, АМг5В, АМгб. Эти сплавы, в большинстве случаев, однофазны и являются гомогенными жёсткими растворами, склонными при нагреве к укрупнению зерна.
Введение в состав маленьких добавок марганца, хрома, ванадия, других элементов и титана повышает прочность, сокращает склонность к укрупнению зерна при малом понижении пластичности, тем самым улучшая их свариваемость.
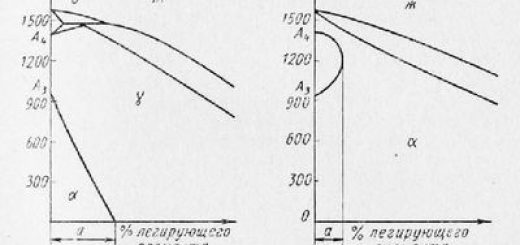
В соответствии с равновесной диаграмме состояния А1 — Mg (рис. 1) при эвтектической температуре 451 °С в алюминии растворяется 15,35% Mg, а при комнатной температуре- — всего лишь около 2,95%.
Такое резкое изменение растворимости с падением температуры не влечет но за собой ни значительного упрочнения сплава по окончании соответствующей термообработки, ни падения особенностей при сварке, что разъясняется малой скоростью диффузии магния в сплавах совокупности Al — Mg.
Как видно из диаграммы состояния, фаза а есть жёстким раствором магния в алюминии, а фаза является соединением Al3Mg2. Из-за малых скоростей диффузионных процессов кроме того при отжиге с медленным охлаждением в алюминии образуется перенасыщенный жёсткий раствор магния, и равновесное состояние сплава не достигается.
Рис. 1. Левый угол равновесной диаграммы состояния сплавов совокупности алюминий — магний
Как видно из приведенной таблицы, эти сплавы имеют в качестве главного легирующего элемента магний. С повышением содержания Mg увеличивается предел прочности сварных соединений.
В “сварных соединениях из сплавов, содержащих Mg, отмечается кроме этого повышенная склонность к газовой пористости. Обстоятельством этого есть влага, попадающая в зону сварки.
Вследствие этого требуются высокий уровень качества подготовки поверхности главного и присадочного металлов и тщательная защита сварочной ванны.
Характерным для сплавов данной совокупности есть отсутствие меди (она присутствует лишь, как примесь), что усиливает их коррозионные характеристики.
В целом сплавы данной группы владеют хорошими технологическими особенностями — прекрасно штампуются, деформируются и свариваются всеми главными способами сварки. Наряду с этим, в большинстве случаев, I прочность сварных соединений обеспечивается не меньше 90 — 95% прочности главного материала.
Но сплавы данной группы отличаются относительно низкими неспециализированными прочностными чертями.
Область применения легких сплавов на базе магния и алюминия ограничивается температурными условиями в связи с тем, что такие материалы очень чувствительны к нагреву, в особенности к продолжительному.
Алюминиевые сплавы, термически упрочняемые, смогут употребляться при краткосрочном нагреве в условиях температур порядка 200 — 250 °С. Сплавы, упрочняемые нагартовкой, в условиях краткосрочного нагрева смогут трудиться до температур 120 — 150 °С.
Сплавы на базе магния типа МА2 и МА8 выдерживают короткий нагрев до температуры порядка 125 — 150 °С.
Вследствие этого очень перспективными являются материалы на базе спеченной алюминиевой пудры — САПы. Такие материалы, имея высокие прочностные характеристики при простой температуре, отличаются высокой теплопрочностью.
При долгом нагреве до 400° — 500 °С они имеют прочность около 5 — 6 кГ/мм2. Но эти материалы долгое время считались несвариваемыми, что тормозило их использование в качестве конструкционных материалов.
На данный момент в ряде работ продемонстрирована принципиальная возможность сварки таких получения и материалов сварных соединений с нужной прочностью, первым делом, посредством контактной точечной и роликовой сварки, и сваркой плавлением.
его сплавы и Алюминий долгое время относились к непаяе-мым. Изучения, совершённые сейчас, продемонстрировали возможность пайки таких материалов.
При пайке алюминиевых сплавов нужно учитывать последовательность следующих изюминок:
1. Наличие прочных и трудноудаляемых поверхностных окислов.
2. Наличие эвтектических составляющих с низкой температурой плавления, ограничивающих возможность применения пайки.
3. Утрата прочностных особенностей при пайке последовательности стареющих сплавов, благодаря перестарения и отжига.
4. Малая коррозионная стойкость паяных соединений некоторых алюминиевых сплавов.
5. Высокая теплопроводность, требующая применения при пайке источников с достаточной тепловой мощностью.
Термически неупрочняемые алюминиевые сплавы в отожженном состоянии фактически не чувствительны к нагреву при пайке до любой температуры, максимально допустимой для них. В на-гартованном же состоянии они разупрочняются при нагреве более чем 350 — 400 °С.
Исходя из этого для сохранения при пайке прочностных особенностей нагартованных сплавов направляться выбирать припои с температурой плавления ниже температуры разупрочнения.
Как указывалось, термически упрочняемые сплавы покупают большую прочность по окончании старения и закалки. Большое разупрочнение таких сплавов наступает в промежутке определенных температур (так, для сплавов Д16 и Д20 страшными являются температуры 300 — 420 °С).
С целью сохранения высоких прочностных черт в паяных соединениях таких материалов необходимо при-.
поменять припои и вести процесс с температурой нагрева ниже страшного промежутка либо значительно выше, чтобы нагрев был близок к температуре закалки таких сплавов.
Свойства окисной пленки, образующейся на поверхности алюминиевых сплавов, предопределяют методы их пайки. На данный момент созданы активные флюсы, которые содержат хлориды, фториды, а время от времени и криолит, удаляющие окислы с поверхности паяемых подробностей.
Их активность проявляется при температурах выше 380° С. его сплавов и Пайка алюминия с этими флюсами вероятна лишь припоями, имеющими температуру плавления в пределах 300 — 600 °С. Для этого употребляются особые припои на цинковой и алюминиевой базе, и кое-какие легкоплавкие припои.
Вероятно соединение пайкой алюминия и с целым рядом вторых материалов.
На данный момент по большей части используются методы его сплавов и пайки алюминия с применением активных флюсов — пайка в пламени, пайка в печах, пайка погружением и безфлюсовая пайка — ультразвуковая, абразивная. Другие методы пайки мало развиты.
Вакуумная пайка ввиду невосстановимости окислов алюминия фактически неосуществима.