Высокочастотная пайка
Высокочастотная (индуктивная) пайка есть разновидностью электрической, одним из самые современных способов пайки изделий не только металлических, но и из цветных металлов сплавов. Особенно активно используется данный метод в инструментальном производстве при изготовлении режущего твердосплавного инструмента.
Источником тока при высокочастотной пайке являются искровые, машинные генераторы и ламповые мощностью от 20 до 450чКвг с рабочей частотой от 200 до 450 кгц.
Высокочастотную пайку возможно осуществлять на генераторах любой мощности, но для пайки значительно чаще используют установки мощностью до 25 кет.
Высокочастотная ее работа и установка обрисованы в глаье «Инструменты, приспособления и нагревательные устройства».
Сущность высокочастотной пайки содержится в том, что узел с предварительно нанесенными на него флюсом и припоем помещают в переменное (с быстроизменяющимся направлением магнитных силовых линий) магнитное поле. Наряду с этим появляется переменный электрический ток громадной силы, что нагревает изделие.
Высокочастотная пайка существенно отличается от других способов пайки. Тут тепло, нужное для нагрева соединяемых припоя и деталей, не передается обрабатываемым подробностям из внешней среды, а появляется в них в следствии действия переменного магнитного поля высокой частоты.
Инструментом, что приобретает энергию высокой частоты, от машинного либо лампового генератора и передает в спаиваемый металл, есть индуктор. Он является кольцом либо спираль из нескольких витков бронзовой трубки круглого либо прямоугольного сечения, по которым идет ток высокой частоты, образуя наряду с этим переменное магнитное поле.
Разнообразие форм подвергающихся пайке подробностей требует создания громадного количества индукторов самых типов и различных очертаний. При выборе индуктора нужно в соответствии с конструкцией соединения стремиться верно выяснить размеры и форму инструмента, поскольку от размера и формы индуктора зависит рациональность применения высокочастотной установки и уровень качества пайки.
Удачнейшая конструкция индуктора совсем устанавливается умелым методом.
")
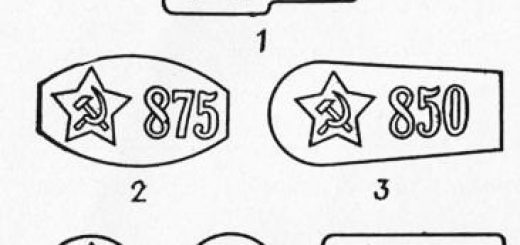
Рис. 1. Типы индукторов, используемых при высокочастотной пайке
На рис. 1 приведены кое-какие типы индукторов, используемых при высокочастотной пайке. Громаднейшее использование из них находят одно- и двухвитковые.
Многовитковые индукторы используют только в тех случаях, в то время, когда требуется равномерно прогреть громадную площадь подробности.
Нужную интенсивность нагрева достигают методом регулирования частоты тока и в основном удачно подобранной формой индуктора.
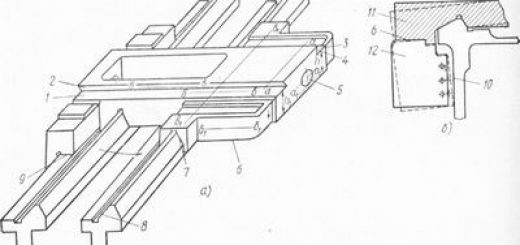
При разработке технологического процесса высокочастотной пайки направляться получать, дабы его положение и конструкция индуктора создавали условия, при которых происходил бы нагрев определенной территории изделия. Наряду с этим должно быть выбрано верное положение индуктора с учетом материала и массы спаиваемых подробностей.
На рис. 2, а нарисовано верное положение индуктора, при котором спаиваемые подробности равномерно нагреваются до нужной температуры, а на рис.
2, б — неправильное положение индуктора, при котором тонкостенная подробность (верхняя) может перегреваться, а толстостенная (нижняя) будет не хватает нагрета.
Зазоры между деталями и индуктором смогут изменяться от 2 до 20 мм и зависят от формы и размера подробности, и характера нагрева.
Малые зазоры используют при пайке тонкостенных соединений, громадные зазоры —при пайке толстостенных, массивных подробностей, и подробностей сложной формы. Но нужно избегать через чур громадных зазоров, поскольку они тормозят пайки изделия и процесс нагрева.
Фактически зазоры между изделием и индуктором менее 2 мм не используют, поскольку наряду с этим может случиться при-жог и оплавление подробностей. Для предохранения подробностей от при-жогов при малых зазорах нужно индуктор изолировать асбестовым шнуром, пропитанным жидким стеклом, либо покрыть его особой эмалью.
Высокочастотная пайка удачно осуществляется в тех случаях, в то время, когда предварительно в места соединения изделий заложены соответствующие припои из меди, латуни либо сплавов серебра в виде проволоки, штампованных колец, фольги либо порошка. Нужное количество припоя для получения доброкачественного шва устанавливается расчетом и корректируется при умелых пайках.
Флюсы для высокочастотной пайки выбирают в зависимости от металла изделия и применяемых припоев. Составы флюсов приведены в главе III. В качестве флюсов при высокочастотной пайке легкоплавкими припоями используют раствор хлористого цинка либо канифоль, а при пайке жёсткими припоями— буру, смесь ее с борным ангидридом и т. п.
Пайка режущего инструмента. Посредством высокочастотного нагрева припаивают пластины из быстрорежущих сталей и твёрдых сплавов к державкам резцов, другого инструмента и фрез.
Уровень качества пайки инструмента в значительной мере зависит от подготовки места под пластину. Места под пластины в державках резцов, корпусах другого инструмента и фрез обрабатывают фрезой.
Нужно смотреть за тем, дабы пластина прекрасно прилегала к спаиваемым поверхностям и наряду с этим не было завалов и неровностей в местах, соприкасающихся с пластиной, поскольку это отражается на прочности шва.
Рис. 2. Положения индуктора во . время пайки:
а — верное, б — неправильное
По окончании фрезерования заусенцы зачищают напильником.
Державки инструментов перед пайкой очищают от загрязнений, обезжиривают и просушивают. Пластины кроме этого зачищают шлифовальной бумагой либо пескоструйным аппаратом.
Припайку твердосплавных пластин к державкам резцов реализовывают следующим образом. Гнездо державки посыпают порошкообразной смесью припоя и флюса, после этого в него устанавливают пластину жёсткого сплава, которую сверху засыпают данной же смесью.
Подготовленный так к напайке резец помещают в индуктор, в котором головка резца нагревается До температуры плавления припоя.
По окончании расплавления припоя резец вынимают из индуктора, остроконечным железным стержнем прижимают пластину жёсткого сплава к гнезду и после этого помещают в коробку «с древесным углем либо сухим подогретым песком для охлаждения.
Напайка пластин на фрезы и второй многолезвийный инструмент существенно сложнее, чем на резцы, поскольку наряду с этим нужно равномерно нагреть пара мест соединения. Исходя из этого пайку многолезвийного инструмента делают в пара приемов, в один момент припаивая по одной либо пара пластин.
Рис. 3. Напайка твердосплавной пластины на державку резца токами высокой частоты:
а — нагрев головки резца в индукторе, б — прижатие пластины по окончании расплавления припоя