Заготовка сложных деталей
Все картонные и бумажные подробности, каковые нереально изготовить методом прямолинейного резания, направляться отнести к группе сложных подробностей. К ним относятся круглые, круглые, с закругленными углами, многогранные подробности, и все другие произвольные формы.
Из всех этих видов круглые подробности являются самой распространенной формой. Размеры их разны, начиная от самых мелких кружков диаметром 7—8—9 мм (для малых пенальчиков) до громадных кругов диаметром 500; и более миллиметров для других изделий и картонных бочек.
Кружки из картона как правило служат в качестве донышек для круглых коробок, пеналов, банок, бочек и проч., а кружки из бумаги — для оформления и оклейки этих же изделий.
Круглые и круглые картонные подробности смогут быть нарезаны на особых кругорезальных станках, а все другие сложные подробности, и а также круглые и круглые бумажные подробности, высекаются на разнообразные прессах либо пробойниками. Высечка производится на следующих приспособлениях либо; оборудовании.
Пробойники. Они помогают для высечки небольших подробностей. Высекать подробности пробойниками направляться на торце ровно обрезанного древесного пенька жёсткой породы. Пробойниками высекают кружки диаметром 7—30 мм.
Круглые подробности большего размера высекаются на прессах.
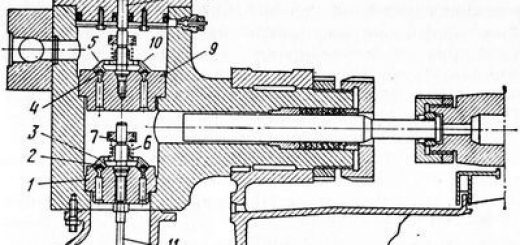
Рис. 1. Высекальный пресс для небольших работ.
Высекальные прессы. В зависимости от производственных потребностей они смогут быть разных конструкций, начиная от малых рычажных и педальных прессов с плитами размером 10—20 см до замечательных приводных «конвертных» прессов с плитами размером 120 X 150 см, а время от времени и больше.
Все они предназначены для вы-секальных работ ножевыми формами (высечками).
На рис. 1 продемонстрирован высекальный пресс для небольших работ, на рис. 1 — для средних работ и на рис. 1 в—для больших работ.
Любой из этих прессов должен иметь приспособление для регулировки глубины высекания, и для размещения между плитами торцевых плит и высечек различной высоты.
Бумажные либо картонные подробности возможно высекать из предварительно нарезанных кусков бумаги либо картона либо же из полос, и из картона и цельных листов бумаги.
Процесс высечки различных картонных и бумажных подробностей пребывает в следующем:
а) «Подушку», изготовленную из торцевых шашек дерева жёсткой породы, устанавливают на нижнюю плиту пресса.
б) Ножевую форму, либо «высечку», устанавливают на подушку, а после этого производится регулировка пресса с таким расчетом, дабы в момент, в то время, когда верхняя плита пресса займет нижнее положение,, высечка, прижатая к торцевой подушке, легко врезалась бы к тело подушки. Это обеспечит чистую и сквозную высечку всей стопки бумаги либо картона.
в) По окончании правильной регулировки прижимной части пресса на подушку помещают стопку бумаги либо картона, подлежащую высечке, на нее по месту устанавливают резец и поцушку задвигают под прижимную плиту пресса. По окончании высечки подробностей подушку выдвигают, и резец освобождается от готовых высеченных подробностей.
В будущем процесс повторяется.
г) Перед высеканием лезвие резца легко смазывают парафином либо мылом для лучшего скольжения. Нужно непрерывно смотреть за состоянием лезвия резца и во-время его подправлять.
Как было указано выше, бумажные подробности возможно высекать при помощи ножевых форм (высечек), но лишь на соответствующих подкладках, не затупляющих металлических лезвий высекальных форм. Для данной цели могут служить торцевые доски либо так именуемые «подушки», изготовленные из сухого оессучкового дерева жёсткой породы (бук и др.).
Подушка складывается из маленьких склеенных торцевых шашек, зажатых в прямоугольную металлическую раму. По мере износа подушку возможно вернуть, для чего требуется прострогать ее поверхность.
Подушкой возможно пользоваться с обеих сторон, но нужно следить, дабы обе простроганные стороны были совершенно верно параллельны между собой. Вся поверхность подушки обязана употребляться равномерно, для чего резцы направляться устанавливать в различные места всей поверхности.
")
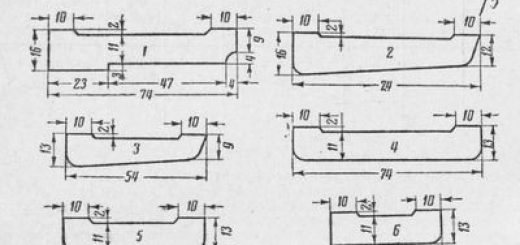
Рис. 2. Резцы (а и б) и торцевая доска для высечек (в).
Для вьтсечки бумажных подробностей возможно кроме этого пользоваться плитами из мягкого металла (свинец, гарт, латунь) либо же вулканизированным картоном, отличающимся эластичностью и исключительной твёрдостью. Картонными прокладками смогут пользоваться лишь очень умелые мастера при правильной регулировке оборудования, поскольку мельчайшая неточность в регулировке высоты подъема пресса влечет за собой прорубку узкой картонной прокладки и порчу металлических высекальных форм.
Помимо этого, при работе на картонных прокладках высекальные формы должны иметь однообразную высоту. При древесных подушках аналогичных явлений не бывает, но точность регулировки нужна для лучшего применения ровной поверхности подушки.
Металлические высекальные формы, либо «высечки» (рис. 2), изготовляют из стали; методом тёплой сварки кольца и по окончании слесарной обработки лезвия их подвергают термообработке в таком порядке, дабы закалить лишь лезвие.
Высота высекальных форм колеблется от 35 до 60 мм. В разрезе стена таковой формы воображает конус; толщина верхней части стены 5—6 мм.
Высекальные формы смогут быть предназначены для отверстий окошек и высечки (деталей) в бумаге либо картоне. В первом случае внутренняя часть высекальной формы имеет вертикальные стены, мало расширяющиеся кверху для свободной углубления готовых подробностей, а во втором случае наружные стены должны быть вертикальными, дабы не разрывать окружающей поверхности листов бумаги либо картона.
Круглые резцы («высечки») маленьких размеров смогут быть изготовлены на токарном станке. Резцы более сложных форм изготовляют из отдельных подробностей с последующей сборкой их.
При заправке резцов нужно делать с внутренней стороны лезвия мелкую фаску чтобы не было подгибов лезвия ножа.
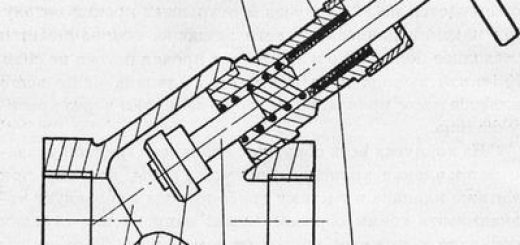
Рис. 3. Кругорезальный станок.
Контур высечки может иметь различные формы. К примеру, при заготовке закроя для пакетов и конвертов не нужно высекать по всему контуру, высекаются лишь отдельные места (уголки), и в таких случаях используют особенные раздвижные высекальные формы.
Для вырубки печатных этикеток эти формы должны всецело отвечать контурному рисунку этикетки.
Высечка картонных подробностей различных форм осуществляется торцевой сквозной вырубкой соответствующими штампами. Штампы для высечки картонных подробностей практически не отличаются от аналогичных штампов для вырубки железных изделий.
Такие штампы возможно устанавливать в прессах мощности и различной конструкции. Высокой производительностью отличаются быстроходные эксцентриковые прессы; при установке на них приспособления для самоподачи полос производительность для того чтобы пресса возможно доведена до 5—7 тыс .подробностей в час, а при многопуансонных штампах — многократно больше.
Большая производительность эксцентриковых прессов с самоподачей достигается работой на картоне не в страницах, а в бобинах.
Кругорезальные станки. Они используются для вырезки из картона кругов либо овалов любого размера, диаметром в пределах от 80 до 1000 мм.
Для трансформации размера нарезаемых кругов передвигают по гребенке прижимной центр; расстояние от ножей, на каковые передвигают прижимной центр, равняется радиусу требуемого кружка. Производительность приводного кругорезального станка колеблется от 3 до 12 тыс. подробностей в смену, в зависимости от толщины материала и диаметра кружков.
Уровень качества продукции в любых ситуациях зависит от умелого ухода за режущим инструментом и от проч ности центрового прижима.