Заливка подшипников баббитом
Баббит владеет маленькой механической прочностью, исходя из этого полностью изготовлять из него вкладыш подшипника запрещено. Вкладыши делают из чугуна, стали либо латуни, и лишь внутреннюю поверхность их лудят и заливают баббитом.
Обезжиривание. Чтобы получить прочное соединение баббита с внутренней поверхностью вкладыша, нужно эту поверхность прекрасно очистить от грязи, промыть, обезжирить и облу-дить.
Новые вкладыши подшипников в большинстве случаев покрыты слоем особой смазки, предохраняющей их от коррозии. Эту смазку удаляют тряпкой либо финишами, после этого вкладыши промывают керосином и затем обезжиривают.
Для обезжиривания подшипников употребляется 10-процентный кипящий водный раствор каустической соды (едкий натр), составляемый из расчета 120—150 г соды на 1 л воды. Длительность обезжиривания колеблется от 1 до 2 мин. в зависимости от степени загрязнения подшипников.
По окончании обезжиривания подшипники промывают сперва в тёплой воде (80—90°), после этого в холодной проточной воде, дабы совсем удалить с их поверхности остатки щелочи. Степень обезжиривания возможно проверить нанесением на обезжиренную поверхность капли чистой воды.
В случае если вода смачивает капля и поверхность растекается по ней, это значит, что поверхность прекрасно обезжирена.
Травление. По окончании того как подшипники обезжирены, их подвергают травлению.
В следствии травления на поверхности вкладышей подшипников образуются небольшие неровности, что содействует повышению прочности соединения вкладышей с баббитом. Для травления используется 50-процентный водный раствор соляной кислоты либо 15-процентный водный раствор серной кислоты.
Продолжается травление 2—5 мин. в зависимости от крепости раствора. Травление подшипников производится в керамических либо облицованных свинцом металлических ваннах.
По окончании травления подшипники нужно шепетильно промыть в тёплом щелочном растворе (10-процентный раствор каустической соды) для удаления остатков кислоты, а после этого в тёплой воде для удаления остатков щелочи. Прекрасно протравленная и промытая поверхность подшипника имеет ровный яркий цвет.
К протравленным и промытым внутренним поверхностям подшипников нельзя прикасаться руками.
Облуживание. В качестве полуды для лужения вкладышей подшипника используют оловянно-свинцовый сплав ПОС-ЗО. Лужение возможно произвести или растиранием, или погружением в ванну с расплавленной полудой.
Второй метод используется в массовом производстве.
")
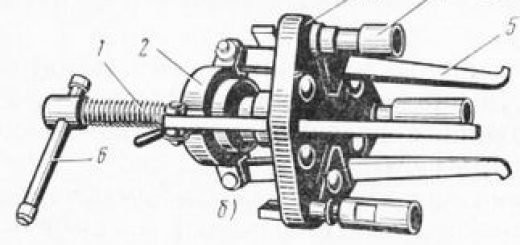
Рис. 1. заливка и Лужение вкладышей подшипников: а — средства подготовки вкладыша к лужению: 1 — вкладыш, 2 — прихватка, 3 — стойка, 4 — ванночка для стока полуды; б — инструмент для распределения полуды по облуживаемой поверхности: 1 — лопатка, 2 — асбестовая щетка; в — лампа для плавки баббита; г —схема электрической печи для плавки баббита: 1 — металлический тигель, 2 — крышка тигеля, 3 — шамотный тигель, 4 — нагревательный элемент, 5 — теплоизоляция (асбестовая вата); д — заливка вкладышей баббитом: 1 — тиски, 2 — приспособление для заливки, 3 — вкладыши, 4 — вставной стержень, 5 — хомут, скрепляющий вкладыши
Лужение растиранием создают следующим образом. Сперва приготовляют припой в палочках, флюс (хлористый цинк), нашатырь в порошке, ванночку со стойкой, прихватку для поддержания вкладыша, паяльную лампу для нагрева вкладыша, лудильную лопаточку для распределения слоя полуды по поверхности вкладыша, асбестовую щетку (либо кусок пакли) для удаления излишка полуды с облуженной поверхности вкладыша.
Установив вкладыш на стойке, как продемонстрировано на рис. 1, а, смачивают поверхность лужения флюсом и начинают нагревать
вкладыш пламенем лампы. В то время, когда требуемая температура достигнута, на поверхность вкладыша наносят палочкой припоя слой полуды.
Равномерное распределение полуды производится лудильной лопаточкой; после этого места, с которых сбежала полуда, снова смачивают флюсом и снова наносят на эти места полуду. Излишки полуды удаляют с поверхности встряхиванием вкладыша, поверхность обтирают чистой паклей либо асбестовой щеткой, присыпанной нашатырем.
При лужении вкладышей подшипника методом погружения наружную поверхность вкладышей, дабы не облудить ее, покрывают защитным слоем. Предохранительную смесь составляют, беря на 1 л воды 0,5 л стакана и жидкого 4 стекла мела.
По окончании просушки изоляционного слоя и нанесения на облуживаемую поверхность флюса вкладыш погружают и контролируют облуженную поверхность. Если она всецело и прекрасно покрылась полудой, вкладыш встряхивают и после этого обтирают паклей либо асбестовой щеткой.
В случае если же найдены пропуски, их зачищают, покрывают флюсом и снова погружают вкладыш в полуду.
Плавка баббита. Баббит расплавляют в металлических, чугунных либо угольно-графитных тиглях, нагреваемых в горне, на особой лампе либо в вертикальных электропечах.
Дабы сократить время нагрева баббита и уменьшить шлакообразование, направляться загружать баббит в прекрасно разогретый тигель. Класть в тигель необходимо куски весом приблизительно в 1 кг.
Нагрев баббита до нужной температуры производится вероятно стремительнее. Поверхность расплавленного баббита чтобы не было окисления покрывают 20—30-миллиметровым слоем сухого древесного угля (кусочками от 5 до \0 мм в диаметре).
Температура сплава перед заливкой должна быть выше точки плавления баббита на 50—60°. Это необходимо чтобы заливаемый в подшипник баббит был жидкотекучим и прекрасно заполнял форму, а не застывал срочно в более холодном подшипнике.
Заливка подшипников. Заливка производится заливочными ложками емкостью, достаточной с целью проведения заливки без перерыва.
Лить расплавленный баббит необходимо постоянной струей, маленькой и толстой в сечении; заливка долгой и узкой струей угрожает образованием раковин в застывшем баббите. Любой раз перед погружением ложки в расплавленный баббит слой угля совместно со шлаковой пленкой отодвигают в сторону.
При зачерпывании баббита нужно смотреть за тем, дабы в ложку не попали частицы угля либо шлака. В случае если такие частицы все же случайно попадут в ложку, необходимо залить подшипник так, дабы шлак и уголь остались в ложке.
Для заливки устанавливают вкладыши подшипника в особом приспособлении. В отверстие между вкладышами вставляют ровный стержень диаметром меньше диаметра вала, для которого предназначается подшипник.
В приспособлении и во вкладышах все щели и зазоры замазывают глиной с асбестом, дабы при заливке расплавленный баббит не вытекал.
Выплавка ветхого баббита. Баббитом приходится заливать не только новые подшипники, но и ветхие, предварительно выплавив из них отработанный баббит.
Выплавление ветхого баббита производится нагревом подшипников на пламени паяльной лампы либо в печах. В первом случае захватывают вкладыш особой державкой и укладывают его на подставку над ванночкой, затем начинают нагревать тыльную сторону вкладыша пламенем паяльной лампы, получая равномерного прогрева.
Запрещено направлять пламя паяльной лампы конкретно на баббит. В то время, когда вкладыш достаточно нагреется, баббит с него как бы сползает, попадая в подставленную ванночку.
Определение качества заливки. По окончании того как подшипник совсем остынет, контролируют уровень качества заливки. Это делают методом внешнего осмотра и пробой на звук.
При внешнем осмотре обращают внимание на вид рабочей поверхности залитого вкладыша: она должна быть ровной, серебристого цвета, без черно-жёлтых пятен и вин. Желтый оттенок поверхности вкладыша либо желтое пятно говорит о перегреве баббита.
Помимо этого, годными считаются вкладыши, у которых раковины в залитом баббите не составляют больше 5% общего объема.
Для проверки на звук подвешивают вкладыш и легко ударяют по нему молотком: чистый железный звук говорит о плотном соединении баббита с вкладышем; дребезжащий либо глухой звук свидетельствует, что соединение оказалось неполным.
По окончании заливки вкладыши подшипников проходят механическую и слесарную обработку.
Разглядим пример заливки баббитом ветхого подшипника. Для данной операции необходимы тиски, горн, ванна для плавки баббита, приспособление для заливки, заливочная ложка, полукруглый драчевый напильник длиной 300 мм, абразивная шкурка, молоток, тряпка либо финиши.
Заливку направляться создавать так:
1) установить вкладыш в приспособление и выплавить ветхий баббит;
2) очистить поверхность вкладыша от грязи абразивной шкуркой и напильником;
3) протравить поверхность соляной кислотой;
4) промыть и протереть поверхность чистой тряпкой;
5) смазать поверхность хлористым цинком, посыпать нашатырем и положить куски полуды;
6) нагреть вкладыши в горне либо на пламени лампы до Температуры плавления полуды;
7) растереть полуду по всей поверхности вкладыша тряпкой либо паклей;
8) промыть вкладыш в известковой воде;
9) засунуть и закрепить облуженные вкладыши в корпусе подшипника либо в особом приспособлении, ввести в отверстие между вкладышами ровный стержень соответствующего диаметра, глиной с асбестом замазать в приспособлении либо в корпусе подшипника все зазоры;
10) нагреть баббит до 440—460° (выше точки плавления баббита на 60°);
11) залить баббит во вкладыш между его гладким стержнем и стенками;
12) разрешить подшипнику остыть (охлаждать водой запрещено); разобрать вкладыши и проверить уровень качества заливки.