Цилиндровые шлифовальные станки
Конструкция
На цилиндровых станках шлифуют плоские поверхности щитовых и узлов и брусковых заготовок. Громаднейшее использование нашли трехцилиндровые станки с гусеничной и вальцовой подачей.
Стол станка посредством цапф эксцентрично закреплен в дисковых опорах и на направляющих станины. Поворачиванием опор от особого привода либо вручную от маховичка стол возможно поднимать и опускать, устанавливая в необходимое положение довольно шлифовальных цилиндров 3. На столе смонтирован механизм привода гусеницы.
Многоскоростной электродвигатель привод-) разрешает изменять скорость подачи.
Валы шлифовальных цилиндров закреплены эксцентрично в дисковых опорах. Поворотом дисковых опор возможно поднимать и опускать цилиндры, что нужно для настройки.
Поднимают и опускают их маховичком 6 при включенной кулачковой муфте.
Вращаются цилиндры от личных электродвигателей.
В выходной части станка размещен щеточный барабан с электродвигателем, служащий для очистки шлифуемой поверхности от пыли.
Обрабатываемая подробность подается сначала к первому по ходу подач цилиндру. Первый цилиндр имеет встречное по ходу подробности вращение, второй — попутное и третий — опять встречное.
Второй и трети: цилиндры снабжены механизмами для осевого колебательного перемещения. Цилиндры покрыты фетром
")
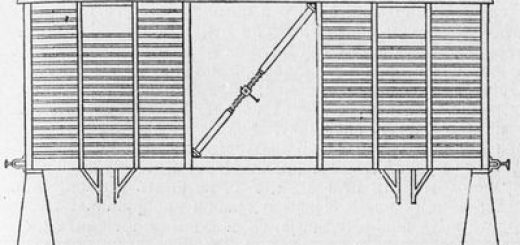
Рис. 1. Шлифовальный трехцилиндровый станок ШлЗЦ-12 с гусеничной подачей:
1 — гусеничная цепь, 2 — щеточный барабан, 3 — шлифовальные цилиндры, 4 — дисковые опоры цилиндров, 5 — кулачковая муфта, 6— маховичок механизма настройки цилиндров, 7 — прижимные ролики, 8 — обрабатываемая заготовка, 9 — стол, 10— опускания механизма стола и привод подъёма, 11 — дисковые опоры стола, 12 — механизм привода подачи
Дабы натяжение шкурки оставалось постоянным, цилиндр делают составным из трех частей. Средняя часть его в виде обода (рис.
2), закрепленного на диске со ступицами, жестко крепится на валу особым стопорным винтом. Боковые узкие части сидят на валу вольно. На средней части цилиндра имеется кронштейн с пальцем и винтовым пазом. Между дисками и на пальцах размещены пружины.
Дабы закрепить на цилиндре шкурку, поворотом кулачковой шайбы боковые части цилиндра прижимаются к средней части. По окончании закрепления шкурки шайба возвращается в исходное положение, а пружины стремятся раздвинуть диски.
Благодаря наличию паза и пальца в кронштейне диски смещаются в сторону, в один момент совершая поворот около оси в направлении, совпадающем с направлением навивания шкурки.
На цилиндровых шлифовальных станках с гусеничной подачей возможно в один момент обрабатывать пара подробностей, отличающихся по толщине на 1—2 мм. Более толстые подробности нажимают на гусеницу, утопляя ее вниз.
Для шлифования щитов используют цилиндровые шлифовальные станки с вальцовой подачей.
Шлифовальный станок ШлЗЦВ-19 (рис. 3) с вальцовой подачей имеет три шлифовальных цилиндра, подвижно закрепленных на литой чугунной станине. Любой из цилиндров клиноременной передачей связан с личным электродвигателем.
Положение цилиндров в вертикальной плоскости изменяется маховичками через винты и зубчатую передачу.
Сверху над цилиндрами в отдельном блоке станка закреплены подпружинные прижимные вальцы, положение которых в вертикальной плоскости изменяется маховичками через винты и зубчатую передачу.
Осциллирующее (осевое) перемещение цилиндров производится от отдельного электродвигателя, связанного с опорами цилиндров через клиноременную и зубчатые передачи. Механизм подачи станка складывается из четырех пар вальцов.
Нижние вальцы закреплены на станине, верхние — в отдельном блоке. Вальцы приводятся в воздействие от четырехскоростного электродвигателя через совокупность зубчатых передач, в которых предусмотрена возможность трансформации передаточного отношения методом переключения шестерен.
Этим достигается дополнительное изменение скоростей подачи, число которых с учетом шестерен скоростного электродвигателя привода достигает восьми (4X2 = 8).
Рис. 2. Крепление абразивной шкурки на цилиндре: 1 — бандаж, 2 — край одного витка шлифовальной ленты, 3 — край второго витка, 4 — винтовой паз.
5 — фетр, 6, 10, 11, 13 — диски, 7 — кронштейн, 8, 17, 18 — пальцы, 9 — обод (средняя часть цилиндра), 12 — шестерни, 14 — пружины, 15 — квадратная головка, 16 — торцовая шайба, 19 — зубчатый венец, .20 — вал
В задней части станка размещен щеточный барабан с личным электродвигателем. Барабан рекомендован для удаления с обработанной поверхности пыли.
Блок вместе с закрепленными в нем прижимными и подающими другими механизмами и вальцами возможно поднимать относительно станины, что нужно для настройки станка на шлифование щитов определенной толщины, и для осмотра шлифовальных цилиндров и смены шлифовальной шкурки.
Для подъема блока предусмотрен особый механизм, складывающийся из зубчатых передач, винтов с маховичком и электродвигателем. Предварительная настройка блока производится от электродвигателя, после этого ее корректируют посредством маховичка.
При смене шкурки блок поднимают на 500 мм.
В отличие от цилиндрового шлифовального станка с гусеничной подачей в станок с вальцовой подачей нельзя подавать щиты либо брусковые заготовки в пара ручьев, поскольку тут механизмы подачи установлены более жестко. Как и станок с гусеничной подачей, станок ШлЗЦВ-19 снабжен эксгаустерными амперметрами и приёмниками для контроля загрузки электродвигателей подачи и цилиндров.
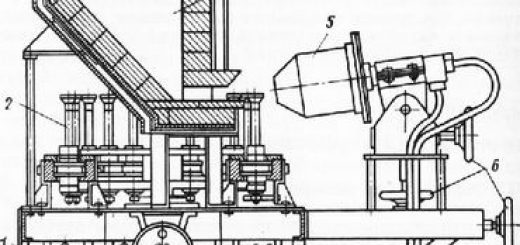
Рис. 3. Кинематическая схема трехцилиндрового шлифовального станка ШлЗЦВ-19 с вальцовой подачей: 1, 2, 16—17 — элементы механизма подъема стола, 3 — верхние и нижние подающие вальцы, 4 — стол, 4 — щеточный барабан, 7 — прижимные вальцы, 8 — цилиндры, 9, 11— механизмы трансформации положения прижимных вальцов по высоте, 10 — верхний блок станка, 12 — винты, 13 — маховички.
14 — зубчатая передача, 15 — электродвигатель механизма подачи, 13 — опускания механизма и электродвигатель подъёма верхнего блока станка, 19 — электродвигатель щеточного барабана, 20 — зубчатое колесо осциллирующего устройства, 21 — электродвигатель привода осциллирующего устройства, 22 — электродвигатели цилиндров
Выбор режима работы
При выборе режимов работы на цилиндровых шлифовальных станках определяют величину слоя древесины, подлежащего снятию каждым из цилиндров, и скорость подачи.
Толщина слоя древесины, что должен быть снят при шлифовании каждым из цилиндров, зависит от большого размера неровностей на поверхности подробности. К примеру, в случае если в шлифовальный цех поступают подробности, обработанные по четвертому классу шероховатости, то большая величина неровностей будет равна 500 мкм.
Следовательно, первым цилиндром нужно сошлифовать слой древесины, равный 0,5 мм, шероховатость поверхности при применении шлифовальной шкурки № 50 будет равна седьмому классу.
Настройку цилиндров корректируют, шлифуя пробные подробности. Изменяя положение цилиндров по высоте, получают равномерной загрузки электродвигателей (контролируют ее по амперметру).
Скорость подачи выбирают по загрузке электродвигателей привода шлифовальных цилиндров. Загрузка не должна быть больше номинальную.
По мере износа шкурки скорость подачи необходимо уменьшить, дабы не допустить перегрев двигателей.
Настройка станков
Перед установкой на цилиндры шкурку расстилают на ровной площадке, легко увлажняют, прижимают щитом и выдерживают так в течение 30 мин, после этого придают ей нужную форму, размеры и закрепляют на цилиндрах (рис. 4).
Для этого цилиндры поворачивают, устанавливая их так, дабы места крепления бандажей 3 были вверху и были дешёвы. Поворотом шайбы прижимают боковые диски к главной части цилиндра, ослабляют бандажи и сдвигают их в стороны.
Один финиш подготовленной шкурки закрепляют бандажом, после этого, поворачивая цилиндр и натягивая шкурку, ее навивают; второй финиш кроме этого закрепляют бандажом. Затянув бандажи винтами, шайбу возвращают в исходное положение.
Навивать шкурку направляться с учетом того, дабы склеенные кромки ее имели направление, совпадающее с направлением вращения цилиндра. Кромки шва должны пребывать против винтового паза цилиндра; в другом случае в первые же 60 секунд работы шкурка порвется.
На первый цилиндр навивают более неотёсанную (крупнозернистую) шкурку, на второй — с зернами меньшего размера и на третий — мелкозернистую.
Стол (либо гусеницу) устанавливают так, дабы расстояние от его поверхности до прижимного валика, расположенного сзади последнего (по ходу подачи) цилиндра, было равняется толщине подробностей по окончании шлифования. Для этого на стол (гусеницу) кладут шаблон (либо обработанную заготовку), имеющий толщину подробности, и поднимают стол вверх , пока шаблон не будет зажат между валиками и столом, наряду с этим цилиндры не должны касаться шаблона.
Установив стол, настраивают цилиндры. В связи с тем что при шли-фавании снимается довольно узкий слой древесины (особенно вторым и третьим по ходу подачи цилиндрами), их лучше настраивать исходя из номинальной загрузки электродвигателей, установленной из расчета снятия слоя древесины максимально допустимой толщины (максимально допустимого припуска на обработку).
Берут пробную заготовку, пропускают ее через станок и, смотря за амперметром, опускают первый цилиндр , пока нагрузка на электродвигатель не достигнет номинальной либо будет немного меньше ее величины; закрепив цилиндр, такими же приемами настраивают второй, а после этого и третий цилиндры. Проверив настройку станка шлифованием двух-трех пробных заготовок, приступают к работе.
Работа на станках
По окончании пробной обработки, давшей удовлетворительные результаты, детали подают в станок непрерывно, наряду с этим в станках с гусеничной подачей узкие щиты возможно шлифовать двумя-тремя параллельными потоками.
Заготовки, предназначенные для обработки, направляться предварительно рассортировывать на группы по толщине с промежутками размеров в каждой группе 1,5 мм. В случае если прошлая обработка гарантирует указанную либо еще громадную точность заготовок по толщине, то необходимость в сортировке отпадает.
Рис. 4. Навивка шкурки на цилиндры шлифовального станка: 1 — шкурка, 2 — фетр, 3 — бандаж для крепления шкурки
Заготовки с недопустимыми недостатками формы, покоробленностью, крыловатостью подавать в станок не нужно.
В ходе работы станочник обязан осуществлять контроль по амперметру загрузку электродвигателей и по мере износа шкурки уменьшать скорость подачи, дабы не допустить снижения класса и перегрузки электродвигателей шероховатости обработанной поверхности.
На шлифовальных станках запрещается действующий при неисправной совокупности удаления со станка пыли.
Станок обслуживают двое рабочих. При шлифовании узких и маленьких подробностей смогут трудиться четверо рабочих.