Фрезерование деталей средней величины
А. Штампованные подробности сложной формы. Как пример разглядим главные фрезеровки кулака передней оси.
")
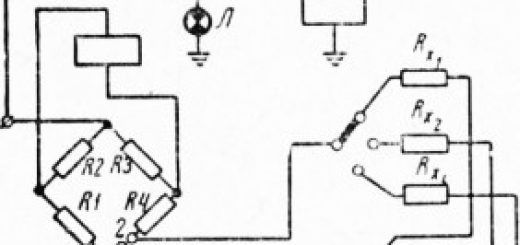
Рис. 1. Фрезеровка кулаков передних.
На рис. 1 изобрел на пример фрезеровки 4 торцев бобышек кулака на простом горизонтально-фрезерном станке Cincinnati № 4. На поворотном столе установлено по 2 приспособления, в каждом из них зажимается но 2 кулака.
Снятие отфрезерованных и постановка новых кулаков производится на протяжении обработки 2 кулаков на другой стороне поворотного стола.
Благодаря поворотному столу, быстродействующему зажиму, одновременной обработке 2 шт. и применению громадных фрезерных головок (11” в диаметре), производительность достигается на жёсткой легированной стали до 96 шт. в час (эти компании).
На рис. 2 дан пример подобной операции на стайке: Rigid-mil-Sundstrand Mch. Сo. Протяженность рабочего хода—2”. Подача в 60 секунд— 2”.
Глубина резания —1/8”. Производительность—80 шт. в час, (эти компании), без вычета утрат времени станка. (Обратить внимание на метод базирования и закреплепия подробностей.)
Весьма интересно отметить заявление компании Cincinnati Mch. Сo, что фрезерные станки с гидравлической подачей увеличивают «стойкость» фрезы до 100—160% за счет смягчения удара зуба фрезы при встрече его с обрабатываемым металлом.
Рис. 2. Фрезеровка кулаков передних осей.
На рис. 3 приведен пример фрезерования боковых поверхностей кулака (рис.
193а) на станке Duplex 24” той же компании.
На фигуре прекрасно видны базирование (по отверстиям и стержню детали — К) кулака, поворотное приспособление и способ зажима.
В этом случае применена «скачковая» подача (подача в промежутках щежду поверхностями фрезерования машинально ускоряется), твёрдые фрезерные головки (разрешающие иметь подачу г 10” в 60 секунд), что при данной конструкции приспособления дает производительность станка до 38 шт. в час.
Весьма интересно также подчеркнуть использование очень производительных станков для тех же подробностей.
На рис. 4 дан пример фрезеровки торцев бобышек кулака на станке «Tilted Offset Miller» — Oesterlein Mch.
Co.
На картинках продемонстрировано скородействующее приспособление с освобождением детали и автоматическим зажиманием.
Рис. 3. Фрезеровка кулаков передних осей.
Зажим производится секцией А кулаков, а отпускание — секцией Б.
Рабочему остается лишь вынимать и вкладывать в приспособление подробности.
Благодаря применению способа «эксцентрикового» фрезерования, громадного указанной конструкции и диаметра фрез приспособления, компания показывает производительность от 100 до 200 шт. в час в зависимости от размеров кулаков.
В отношении данного способа нужно заявить, что он более применим для фрезерования относительно небольших подробностей дисковыми фрезами (либо комплектом таких фрез) при больших числах производственной программы.
К недочётам станка и этого метода нужно отнести затруднительность смены фрезера (для заточки), сложность наладки станка, плохую доступность и большую стеснённость в рабочей части станка.
Б. Чугунные подробности ,сложной формы. Фрезеровка таких подробностей при высокой производственной программе производится большей частью на станках высокой производительности и, реже, на специальных станках.
Рис. 4. Фрезеровка кулаков передних осей.
Ввиду большого разнообразия в формах данной группы подробностей, конечно, будут очень многообразны и способы nxJo6pa-боткп в отношении конструкции приспособления, метода установки, базирования подробности и пр.
Остановимся на фрезеровке сложных и разнообразных по форма выхлопных и.всасывающих труб блока цилиндров.
Рис. 6. Фрезеровка способом возвратно-поступательного перемещения.
На рис. 195 изображен пример фрезерования с двух сторон фланцев этих труб на простом горизонтально-фрезерном станке Kearney Trecker (Milwaukee), специальном для данной цели методом применения особой трехпшиндельной головки и соответствующего зажимного приспособления.
Производительность (компания показывает)—до 60 шт. в час.
На рис. 6 дан пример фрезеровки одной стороны фланца па простом станке Rigidmil Sundstrand Mch. Сo, с применением лишь метода фрезеровки и зажимного приспособления возвратно-поступательным .перемещением стола.
Фрезерование производится перемещением стола в обе стороны; на протяжении фрезеровки одной подробности вторая заменяется новой — нефрезерэванной.
Данный способ дает довольно часто весьма прекрасные результаты.
На рис. 7 приведен пример фрезеровки 4 фланцев яа специали зированном станке Rigidmil той же компании.
Производительность данного способа — 90 шт. в час.
Методом постановки разных многошпиндельных соответствующей формы и головок зажимных приспособлений компания дает широкое специализирование собственных станков для любой конфигурации этих труб.
Рис. 7. Фрезеровка выхлопных труб.
В. Распиловка круглыми пилами на фрезерных станках. Эти операции в сущности очень слабо отличается от операции фрезерования.
Изюминками их будет-применение пониженной подачи в 60 секунд, исходя из допустимой подачи для круглой пилы.
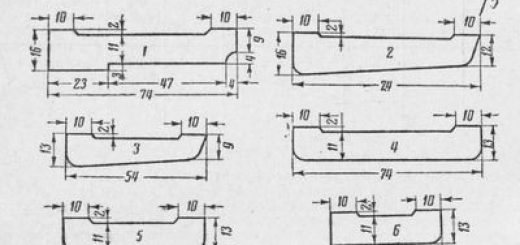
Использование таковой распиловки для чугунных выхлопных и всасывающих труб нарисовано на рис. 8. Станок продольно-фрезерный Cincinnati с применением двухшпиндельной особой траверсы. Производительность — 80 шт. в час (эти компании) при пилах диаметром 4”, скорость резания — 26,5 м/мин, нодача — 78 мм в 60 секунд и 0,04 мм на зуб
В некоторых случаях не редкость целесообразно комбинировать разрезку круглой пилой с простым фрезерованием; такое комбинирование, потому, что неспециализированная подача забрана по не сильный инструменту (в большинстве случаев по пиле), дает довольно часто хорошее ответ задачи.
Так выбор способа обработки (и станка) для данной очень разнообразной группы подробностей сводится в большинстве случаев к установлению конструкции приспособления и специализированного станка, т. е. числа в один момент фрезеруемых поверхностей, в связи с этими числа фрез на оправке либо расположения и числа шпинделей на особой многошпиндельной головке (либо кроме того нескольких головок), а таюке закрепления деталей и способа установки. После этого, методом введения разных экономящих вспомогательное время устройств (поворотные столы, скородействую-щие зажимы и пр.), способов — возвратного, постоянного либо эксцентричного фрезерования, одновременной обработки нескольких подробностей (и повышения диаметра фрез) приводят производительность разрабатываемой операции в соответствие с заданной.
Рис. 8. Прорезка фланцев выхлопных и всасывающих труб.
Приспособления для данной группы, конечно, будут очень разнообразны.
Инструмент для высокой производительности—как правило фрезерные головки разной торцевые фрезера и формы (при малых размерах обрабатываемой поверхности).
В качестве самые типичных станков для данной группы подробностей нужно указать: при серийном производстве — простые горизонтально-фрезерные станки разных компаний, при крупносерийном и массовом.
Типовыми станками этого рода будут по (САСШ) Plain Miller и «Duplex Miller» Cincinnati Milling Mch. Co.
Рис. 9. Односторонний продольно-фрезерный станок компании Cincinnati.
Рис. 10. Двухсторонний продольно-фрезерный станок компании Cincinnati.
В Германии продольно-фрезерные станки, подобные указанным выше (компаний Cincinnati и Kearney Trecker), строят компании: Wanderer “Werke, Ludwig Loewe, Fritz Werner, Kollman и др.