Фрезерование фасонных поверхностей незамкнутого контура
На рис. 91 приведены кое-какие подробности с фасонными поверхностями разглядываемого типа.
Такие поверхности смогут быть обработаны фрезерованием на простых фрезерных станках фасонными фрезами либо, в отдельных случаях, цилиндрическими фрезами с применением копировальных приспособлений, и на копировально-фрезерных станках и на станках с программным управлением.
Фрезерование фасонными фрезами. Фасонные фрезы используют при обработке самых разнообразных фасонных поверхностей незамкнутого контура с криволинейной образующей и Прямолинейной направляющей, и для образования стружечных винтовых канавок режущих инструментов (фрез, сверл, разверток, метчиков и др.).
направляться подчернуть, что во многих случаях фасонная фреза есть единственным инструментом, при помощи которого возможно образован сложный фасонный профиль подробности.
Сокращенный (корректированный) на величину х профиль зуба фрезы с заданным передним углом у дает требуемый профиль готовой подробности. При заточке затылованных фрез по передней поверхности не нужно изменять значение переднего угла, принятого при конструировании и расчёте фрезы, чтобы не было искажения фасонного профиля подробности. На торце фрезы должно быть клеймо — зеличина переднего угла у.
Точность фасонного профиля обработанной подробности зависит конкретно от точности профиля фрезы. Все погрешности профиля инструмента сказываются на обработанной подробности.
Профиль фасонной фрезы контролируют по шаблону.
Фасонные фрезы в зависимости от способа образования задней поверхности разделяются на две группы: затылованные — с задними поверхностями зубьев, грамотными архимедовой спиралью, и острозаточенные. Затылованные фасонные фрезы для сохранения профиля зубьев при переточке затачивают по передней поверхности.
")
Рис. 1. Подробности с фасонными поверхностями незамкнутого контура
Рис. 2. Искажение профиля при наличии положи тельного переднего угла
В массовом производстве чаще используют острозаточенные фасонные фрезы, поскольку они снабжают громадную производительность и более большой класс шероховатости обработанной поверхности. Но заточки фрез и трудоёмкий процесс изготовления, и необходимость тщательного контроля профиля фрез по окончании каждой переточки ограничивают их использование.
В большинстве случаев фасонные фрезы изготовляют из быстрорежущей стали. Фасонные фрезы, оснащенные пластинками жёсткого сплава, не взяли до тех пор пока широкого применения из-за трудности получения пластинки фасонного ее заточки и профиля.
На данный момент спроектировано пара типов фасонных фрез, оснащенных круглыми неперетачиваемыми твердосплавными пластинками для обработки подробностей сложного профиля.
Использование фасонных фрез особенно действенно при обработке узких и долгих фасонных поверхностей. Для обработки широких профилей используют комплекты из двух и более фасонных затылованных либо острозаточенных фрез.
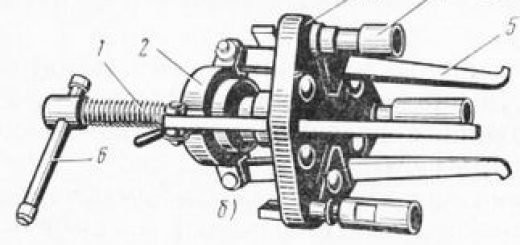
Установка комплекта фасонных фрез может производиться по габариту на призме (рис. 3).
Наряду с этим, как указывалось ранее, по габариту устанавливают лишь одну фрезу.
Рис. 3. Установка фасонных фрез по габариту
Так как все четыре фрезы имеют одну и ту же частоту вращения, то скорость резания фрез меньшего диаметра будет меньше скорости резания крайних фрез большего диаметра.
Частоту вращения шпинделя станка выбирают следующим образом. Сперва определяют оптимальную скорость резания для каждой фрезы набора.
По скорости резания и диаметру фрезы находят частоту вращения шпинделя станка для каждой фрезы комплекта. Из взятых значений выбирают мельчайшее, поскольку в другом случае более высокая частота вращения для фрез, рассчитанных на меньшую частоту вращения, давала бы завышенную скорость резания, а следовательно, малую стойкость.
Минутная подача кроме этого назначается по лимитирующему инструменту, т. е. по мельчайшему ее значению. Это значит, что для каждой фрезы набора назначают максимально допустимую подачу на зуб (причем число зубьев каждой фрезы известно).
Так как частота вращения для всех фрез комплекта однообразна, то по формуле (5) возможно выяснить подачу на один оборот для каждой фрезы и из всех этих значений выбрать мельчайшее (лимитирующее). Потом направляться выяснить минутную подачу по формуле (4).
Может произойти, что частота вращения шпинделя ограничивается одной фрезой, а минутная подача — второй.
Контроль фасонного профиля обработанной поверхности создают при помощи шаблона. Для проверки фрез помогает контршаблон, изготовленный из листового материала в соответствии с профилем подробности.
Чтобы не было брака нужно клеймить фрезу, шаблон и контршаблон. На рис.
94 продемонстрированы комплект фрез, шаблон и контршаблон, используемые при фрезеровании фасонной поверхности подробности с криволинейной образующей и прямолинейной направляющей.
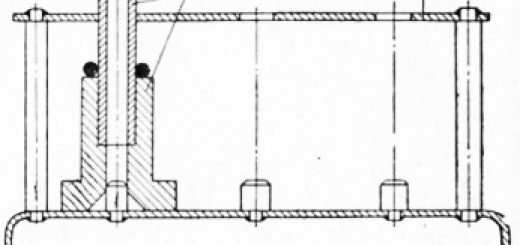
Оправка с комплектом фрез, созданная Воронежским станкостроительным заводом имени 50-летия Ленинского комсомола, предназначена для обработки подробностей сложного профиля на трех- и четырехшпиндельных продольно-фрезерных станках. Между фрезами устанавливают распорные втулки.
Целый комплект крепят гайками. профиль и Диаметр фрез выбирают в соответствии с профилем обрабатываемой подробности. Оправку устанавливают в один горизонтальный шпиндель станка, поддерживающую оправку — в второй горизонтальный шпиндель.
Шлифованный цилиндрический хвостовик оправки 1 входит в медную втулку оправки. Оправка приобретает вращение от одного шпинделя, оправка — от второго шпинделя станка.
Происходит одновременное вращение всего комплекта.
Рис. 4. Комплект фрез, профиль подробности, шаблон и контршаблон
Втулка трудится лишь при выключении и пуске станка. Подобные комплекты фрез разрешают существенно повысить производительность обработки подробностей непростого профиля при работе на горизонтально- и продольно-фрезерных станках.
Фасонные поверхности незамкнутого контура с прямолинейной образующей и криволинейной направляющей смогут быть обработаны цилиндрической фрезой. Но криволинейная направляющая (контур) в этом случае должна быть образована плавной кривой с большими радиусами закруглений.
Помимо этого, ширина обрабатываемых подробностей обязана перекрываться длиной цилиндрической фрезы. Такие подробности возможно обрабатывать на гори-зонтально-фрезерном станке посредством копировального приспособления. На рис. 95 приведена схема для того чтобы приспособления.
Заготовку устанавливают на плите, на которой снизу закреплен копир. Плита может перемещаться Вверх и вниз по двум стойкам.
На двух кронштейнах, закрепленных на поперечных салазках, смонтирован стержень с пальцем. Под действием двух пружин копир будет неизменно прижат к пальцу.
При продольном перемещении стола палец в зависимости от профиля копир, то поднимает, то опускает плиту с обрабатываемой заготовкой.
Так будет профрезерована фасон-пая поверхность по заданному профилю копира. Пружины закрыты колпачками, каковые предохраняют их от засорения.
Рис. 5. Схема копировального приспособления для фрезерования фасонной поверхности цилиндрической фрезой
Фрезерование пространственно-сложных фасонных поверхностей. Пространственно-сложные фасонные поверхности, в большинстве случаев, ни в одном из сечений двумя взаимно перпендикулярными плоскостями не образуют прямолинейного контура.
Они не смогут быть взяты фрезерованием фасонными фрезами.
Такие поверхности обрабатывают на копи-ровально-фрезерных станках либо на станках с числовым программным управлением копирными (концевыми) фрезами.