Фрезерование на станках и ручными электрофрезерами
Фрезерование прямолинейных кромок на фрезерном станке.
Прямолинейные кромки фрезеруют: а) для выверки их под линейку; б) для отборки профиля во всю длину подробности (сквозное фрезерование); в) для отборки профиля на части длины подробности (несквозное фрезерование).
Во всех трех случаях фрезерование ведется по направляющей линейке. При обработке более либо менее долгих подробностей к половинкам линейки прикрепляют древесные бруски.
Для выверки кромки подробности под линейку выходную половину линейки (вторую от станочника) устанавливают в одной плоскости с режущими кромками резцов, а переднюю половину отодвигают, либо, как говорят, «утапливают», от линии резания на толщину снимаемого слоя древесины. Довольно часто делают в противном случае: усиливают на половинках линейки бруски, у которых отличие в толщине равна толщине снимаемого слоя.
Работу ведут так же, как на фуговальном станке.
При профильного фрезерования, в то время, когда часть ширины обрабатываемой кромки не фрезеруется, обе половинки направляющей линейки устанавливают в одной плоскости и тогда режущие кромки ножей либо фрезы поддерживают линейку на глубину фрезерования. В этом случае весьма комфортно прикрепить к линейке один целый брусок с прорезью для режущей части инструмента.
При несквозном фрезеровании подробность в пара наклонном к линейке положении упирают торцом в упор перед резцами, после этого ее прижимают к направляющей линейке. В таком положении подробность надвигают на резцы до противоположного упора.
При прямолинейном фрезеровании, в особенности узких подробностей — -штабиков, раскладок и т. п. — в обязательном порядке необходимо пользоваться верхними и боковыми прижимными приспособлениями. В случае если таких приспособлений нет, прикрепляют от-фугованный брусок строго параллельно направляющей линейке на расстоянии от нее, равном ширине обрабатываемых подробностей, и между линейкой и бруском проталкивают подробности под фрезу.
Как правило прикрепляют сверху второй брусок, что в один момент является прижимом для обрабатываемых подробностей и ограждением.
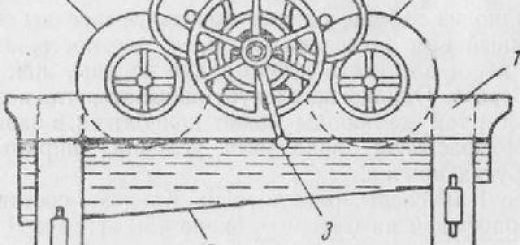
Фрезерование криволинейных кромок на фрезерном станке. Фрезерование внешних криволинейных кромок создают на шаблоне по упорному кольцу, надетому на рабочий шпиндель под фрезой.
Для уменьшения трения в качестве упорного кольца довольно часто используют шарикоподшипник.
Рис. 1. Работа на фрезерном станке: а — фрезерование кромки под линейку (выверка под плоскость): б — несквозное профильное фрезерование (не на всю длину); в — фрезерование криволинейной кромки по кольцу; / — упорное кольцо; 2 — фреза; 3 — щит-шаблон; 4 — обрабатываемая подробность; 5 — продольный упор; 6 — эксцентриковый зажим; 7 — подкладка: 8 — торцовый упор
Шаблон для фрезерования одной криволинейной кромки подробности (к примеру кронштейна для полочки) складывается из щита толщиной 25 — 50 мм, кромка которого обработана соответственно кривизне предназначенной к обработке подробности. На шаблоне устроены по размерам подробности продольный и торцовые упоры и один либо пара зажимов.
Лучшими зажимами по быстроте действия считаются эксцентриковые. Чтобы эксцентрики не покинули вмятин на поверхности обрабатываемой подробности, под ними подвешены на пружинах древесные подкладки.
Рабочую рабочую поверхность и кромку шаблона эксцентрика в целях предохранения от стремительного износа довольно часто обтягивают белой жестью.
Заготовку, опиленную на ленточной пиле по кривым кромкам с припуском на фрезерование, укладывают и зажимают на шаблоне и вместе с ним подают на вращающуюся фрезу. Кромка шаблона В течение всего подачи должна быть прижата к упорному кольцу.
Резцы фрезы будут обрабатывать кромку подробности соответственно кривизне кромки шаблона.
Обрисованным методом выполняется как ровная, так и профильная обработка. Фрезеруемая кромка может иметь любую кривизну, но с радиусом закруглений не меньше радиуса упорного кольца.
Оправка (обгон) по периметру рамок и щитов производится кроме этого на шаблоне по упорному кольцу. Используемые шаблоны изготовляются в виде совершенно верно обработанных в размер щитов. К шаблону щит либо рамку прикрепляют (накалывают) при помощи шпилек-наколок.
Наряду с этим располагают щит либо рамку на столе станка под шаблоном. Упорное кольцо надевают над фрезой.
Обрабатываемый щит либо рамку накалывают внутренней стороной, поскольку от наколок остаются следы. Менее заметные следы оставляют наколки плоские, круглые либо ромбические, в случае если их верно располагают относительно волокон древесины; более заметные следы оставляют наколки круглые и квадратные.
При работе на фрезерных станках необходимо строго выполнять правила техники безопасности, поскольку режущий инструмент всецело оградить не удается, а фрезерование ведется при солидном числе оборотов. В частности, необходимо следить, дабы шпиндель на протяжении работы не вибрировал и резцы не били, имеющиеся ограждения были исправны; необходимо контролировать крепление и установку режущего инструмента, подтягивать гайки и болты.
Трудиться возможно лишь исправным, выбалансированным, прекрасно отточенным режущим инструментом, не имеющим трещин, зазубрин, зажогов.
Фрезерование на четырехсторонних строгальных станках. На четырехсторонних строгальных станках создают профильное строгание кромок у досок для настила полов (рис. 2), и пластей и кромок у наличников, плинтусов, карнизов, вагонной обшивки, рустика (рис.
2, е, ж), Все эти столярно-строительные материалы, узнаваемые называющиеся строганые погонажные подробности, строгаются не раскроенными по длине. Их раскраивают и подгоняют на место конкретно на стройке.
")
Рис. 2. Доски с выстроганным профилем: а — для настила полов с пазом и гребнем прямоугольной формы; б — то же, треугольной формы; в — то же, круглой формы; г — то же, с прямоугольными пазами на обеих кромках; б — с фальцами на кромках; е — вагонная обшивка (вагонка); ж — рустик
Для выработки профиля по кромкам на вертикальные шпиндели станка крепят соответствующие режущие инструменты. Выработка профиля на пласти производится пятым ножевым валом в выходном финише станка.
Форма режущих кромок ножей этого вала соответствует заданному профилю.
Четырехсторонние строгальные станки, на которых производится строгание кромок либо пласти под фигурный профиль, принято именовать строгально-калевочными. Громаднейшее распространение на данный момент имеют строгально-калевочные станки СК-15, СК15-2 и ОК-25.
Характеристика станков GK-15 и СК-25 дана в табл. 15.
Станок ОК15-2 в отличие от станка СК-15 имеет магазинную загрузку.
Ручные электрофрезеры. На рис.
3 продемонстрирован ручной электрофрезер ЭФ-15, используемый для обработки створных кромок дверных выдалбливания и полотен в дверях гнезд под врезные замки. Электродвигатель инструмента имеет вертикально расположенный вал, что может перемещаться в вертикальном направлении до 150 мм.
На нижнем финише вала укреплена фреза. Опорой инструмента помогают две горизонтальные параллели; по ним электрофрезер возможно перемещать вперед и назад на 250 мм.
Для работы инструмент усиливают на кромке притворного бруска двери двумя парами зажимных лапок.
Рис. 3. Ручной электрофрезер ЭФ-15: 1 — электродвигатель; 2 — направляющие параллели; 3 — лапки с винтами для установки электрофрезера на кромку притворного бруска дверного полотна; 4 — фреза
Число оборотов фрезы 1400 в 60 секунд. Вес электрофрезера 15 кг.
В настоящее время-отечественная промышленность производит электрофрезер И-56, которым возможно делать различные фрезерные, сверлильные и долбежные работы (рис. 4). Резцы крепятся на удлиненном валу электродвигателя.
Глубину фрезерования устанавливают по прикрепленной ‘ к корпусу электродвигателя зубчатой рейке при помощи шестеренки, которая приводится во вращение от штурвальчика. Опорное кольцо имеет пазы для установки электроинструмента на направляющие, каковые закрепляются на обрабатываемой подробности зажимными лапками.
Протяженность фрезерования ограничивается упорами на направляющих. Перемещают электрофрез по направляющим вручную.
Рис. 4. Электрофрезер И-56
Режим работы на электрофрезере и правила техники безопасности такие же, как для всех ручных электроинструментов.