Маркировка деталей и узлов
Маркировкой именуют процесс нанесения знаков (меток), характеризующих изделие (наименование, номинал, номер, дату изготовления, марку завода и т. п.). Техника маркировки очень разнообразна: маркировочные символы наносят на изделия вручную при помощи пера, рейсфедера, резиновых штемпелей либо через трафареты, печатают на особых станках; символы, предварительно напечатанные на прозрачном целлофане, наклеивают на изделия; используют кроме этого переводные изображения (декалькоманию).
Углубленные либо выпуклые символы гравируют вручную либо механически на копировально-фрезерных станках с пантографом, набивают пуансонами, выжигают, вытравливают, прессуют либо шлифуют.
Выбор того либо иного метода маркировки зависит от технических требований, предъявляемых к данному изделию (механическая прочность, теплоустойчивость, влагостойкость и пр.), от размера, материала, номенклатуры и количества маркируемых изделий.
Печатная маркировка изделий отличается от других способов более высокой производительностью.
Главными видами печатной маркировки являются офсетная печать, шелкография, горячее декалькомания и тиснение.
Маркировка офсетной печатью. Нанесение маркировочных знаков способом офсетной печати есть самый распространенным видом печатной маркировки.
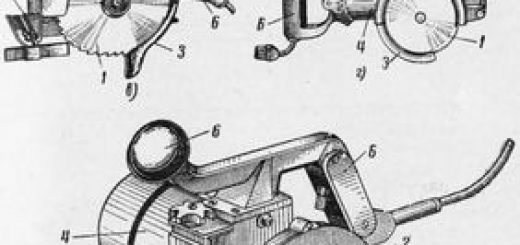
Для маркировки изделий этим методом используют настольный печатный пресс (рис. 1).
Станок запланирован на работу с высокими печатными формами (клише).
Клише устанавливают в кассету и закрепляют винтами в раме станка. На диск красочного аппарата шпателем наносят краску и, поднимая и опуская при помощи ручки 6 подвижную рамку, раскатывают на диске краску.
При опускании рамки в нижнее положение валики 3 накатывают краску на клише; при подъеме рамки клише причиняет на резиновую подушку обратный оттиск маркировочных знаков 5. Снова опустив рамку, маркировщик вручную прикладывает изделие к отпечатку на резине либо прокатывает изделие, если оно имеет цилиндрическую форму, по отпечатку. Подушка разрешает создавать маркировку на плоских и цилиндрических изделиях либо на их выступающих поверхностях.
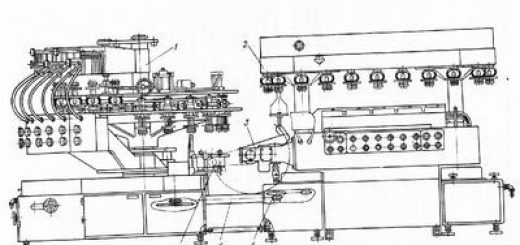
Кроме нанесения маркировочных знаков, обрисованный метод используют для одновременного нанесения на заготовки, шасси и другие конструкции контурной разметки для вырубки разных отверстий под установочные подробности. Как пример на рис.
2 продемонстрированы подробности с нанесенной маркировкой и разметкой.
На станок для маркировки возможно установлен непроизвольный кнопочный нумератор (рис. 3).
Его усиливают в правой части неподвижной рамки станка вместо маркировочного клише либо штампа. Резину с правых финишей накатных валиков срезают, и валики, накатывая краску на символы нумератора, вольно проходят над его кнопкой.
В подвижную рамку станка против кнопки нумератора усиливают железный брусок, что на протяжении работы станка, прикасаясь к кнопке, меняет очередную цифру.
")
Рис. 1. Неспециализированный вид настольного офсетного маркировочного станка: 1 —диск, 2—клише, 3 — валики, 4 — резиновая подушка, 5—маркировочные символы, 6 — ручка подвижной рамки
Использование автоматического нумератора при маркировке изделий существенно повышает производительность труда.
Маркировка шелкографией. Шелкография есть способом нанесения маркировочных знаков посредством сетчатого трафарета.
Сетчатый трафарет является рамой , на которую натянута шелковая ткань либо железная сетка с весьма небольшими отверстиями; через эти отверстия на маркируемую поверхность резиновым валиком (ракелем) продавливается маркировочная краска. Для образования рисунка непечатающие части трафарета покрывают защитным слоем, что наносят фотохимическим методом.
Сетку покрывают светочувствительной эмульсией; по окончании сушки делают копирование: совмещают негатив рисунка и сетку и подвергают действию света, после этого изображение проявляют.
Рис. 2. Подробности с нанесенной маркировкой и разметкой
Полученный задубленный слой эмульсии закрывает отверстия сетки в непечатающих местах.
Маркировка горячим тиснением. Печатание красочной либо железной фольгой используется для того чтобы изготовить шкалы радиоприёмников знаков и делений на гетинаксовые панели, детали и платы из органического стекла.
При печатании способом тёплого тиснения применяют гидравлические либо винтовые прессы.
Фольга является слоем краски либо железного порошка, нанесенный на бумажную базу (кальку). Толщина бумажной базы 0,025—0,030 мм.
Сущность процесса тиснения рулонной фольгой содержится в следующем. Нагретый пуансон давит через фольгу на маркируе-” мую подробность.
На протяжении тиснения фольга прижимается к подробности лишь в выступающих местах пуансона. Под действием температуры и давления на подробности получается оттиск.
С участков, где фольга не была прижата пуансоном, ее легко удаляют щеткой.
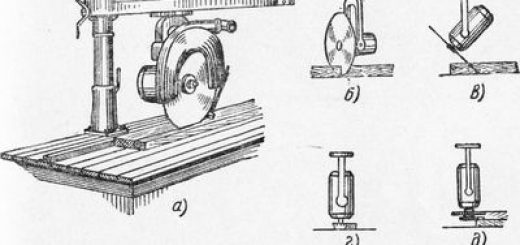
Тиснение железной фольгой производится пуансонами с заостренными по контуру всего изображения краями, наряду с этим фольгу покрывают клеем (костным, БФ либо бакелитовым). Горячее тиснение делают посредством несложного штампа, схема которого «продемонстрирована на рис.
4, на прессах мощностью 5—10 т. Штамп складывается из плиты, резиновой подушки, полированной матрицы, пуансона и пуансонодержателя с нагревательным элементом. Резиновая подушка помогает для компенсации вероятных перекосов пуансона и смягчения удара при тиснении.
Температуру пуансона в зависимости от материала детали и толщины фольги (в большинстве случаев она лежит в промежутке 100—130 °С) определяют умелым методом.
На матрицу укладывают маркируемую подробность 4 с помещенной на нее фольгой 5 и создают тиснение, выдерживая подробность под давлением 2—3 сек. Глубина тиснения (0,03—0,5 мм) зависит от удельного давления, температуры пуансона и материала подробности.
Рис. 3. Непроизвольный нумератор к маркировочному станку
Рис. 4. Схема штампа для тёплого тиснения: 1 —плита, 2 — резиновая подушка, 3 — матрица, 4 — маркируемая подробность, 5 — фольга, 6 — пуансон, 7— нагревательный элемент, 8 — пуансонодержатель
Маркировка переводными изображениями (декалькомания). Переводные изображения печатают на бумаге, покрытой клеевым слоем.
При увлажнении клеевой слой размягчается и красочная пленка (изображение) отделяется от бумаги и переводится на изделие.
Прочность маркировки не зависит от отделки поверхности изделия (окрашенная, полированная, анодированная и пр.) и от материала (металл, стекло, пластмасса).
Рис. 5. Маркировка шасси радиоаппарата вдавливанием пуансонов
Производительность маркировки методом декалькомании ниже, чем вторыми печатными методами, но декалькомания незаменима при маркировке изделий, неудобных по форме для яркого печатания, и при многокрасочной маркировке.
К недочётам декалькомании направляться отнести, не считая большой трудоемкости, искажение размеров маркировочных знаков из-за деформации оттисков при переводе и увлажнении красочной пленки. Помимо этого, декалькоманией нереально перевести на изделие разрозненные символы, не объединенные фоном, что служил бы для них базой.
Маркировку переводными изображениями реализовывают следующим образом. Поверхность изделия покрывают узким слоем масляного лака (либо 15%-ным шеллачным спиртовым лаком) и дают лаку мало подсохнуть.
Переводное изображение обрезают ножницами, не доводя линию обреза на 3,5 мм до рисунка, увлажняют, накладывают на изделие и притирают. После этого бумажную сторону смачивают тряпкой и бумагу отделяют пинцетом от приклеившейся к изделию красочной пленки.
С опаской протирая изделие мокрой тряпкой, удаляют остатки клея, а оставшийся около изображения масляный лак удаляют мягкой тряпкой, намоченной бензином. Переведенное изображение для прочности покрывают бесцветным цапонлаком.
Маркировка пуансонами. Маркировка особыми железными пуансонами обширно распространена для нанесения номерного символа на шасси радиоаппаратуры.
На рис. 5 продемонстрирована маркировка шасси этим способом посредством несложного приспособления.