Металлорежущие станки
Углубляясь в историю развития отдельных промышленных изделий, нельзя не выделить металлообрабатывающих станков, не смотря на то, что это не свидетельствует, что менее весьма интересно было бы проследить развитие старейших ткацких станков либо совсем молодых дорожных автомобилей. Отчего же как раз металлообрабатывающие станки интересны среди многих вторых?
Потому в первую очередь, что обработка металла с давних пор и до этого дня определяет неспециализированный прогресс всей техники, темпы ее развития, правила конструирования,- все быстроту обработки и большую точность, эффективность производства в широком смысле слова.
Как же в данной области техники проявляются закономерности формообразования? Каковы самые общие и объективно обусловленные тенденции формы станков в мировом станкостроении?
Принципиально важно разобраться, какие конкретно из этих тенденций вправду прогрессивны, а какие конкретно отражают сугубо рекламные устремления компаний. Это получает тем большее значение, что от производства отдельных видов станков промышленность переходит к формированию станочных линий со всем их дополнительным оборудованием.
Конечно, наряду с этим появляется необходимость в ответе более сложных, чем прежде, композиционных задач, связанных уже не с единичным станком, но с целым комплексом.
Проследим хотя бы в самом неспециализированном виде кое-какие из тенденций формообразования металлообрабатывающих станков, умышленно начав его не с давних пор, а начиная от сегодня.
самая общей современной тенденцией есть, пожалуй, рвение дизайнеров и конструкторов различных государств к самая лаконичной форме. Это явление не просто так — оно обусловлено целым рядом факторов, а далеко не только модой, как его подчас трактуют.
В первую очередь оно позвано рвением к оптимизации взаимоотношений человек—машина.
Конечно, более лаконичная форма, четкое выделение в ней функциональных территорий станка, выбор оптимальной окраски и т. д. содействуют этому. Столь же объективно оказывает собственный влияние на форму металлообрабатывающих станков унификация и стандартизация как небольших, так и деталей и крупных узлов.
Так, процесс «лаконизации» формы идет как бы изнутри, от структуры станка. Наконец, еще одним, возможно, не последним по степени важности условием есть рвение разглядывать единичный станок только как часть неспециализированного композиционного целого.
Так как сейчас все чаще проектировщики имеют дело с технологическими линиями— сообществами разных станков, причем связи между ними становятся значительно более прочными, чем это было в прошлые годы (речь заходит о едином технологическом ходе).
Так, визуально независимая форма чем дальше, тем больше утрачивает собственный значение. Сейчас мы вправе сказать о композициях станочных комплексов.
Какова принципиальная отличие в самом подходе к композиции комплекса и одиночного станка? Композиция одиночного станка (штучного изделия) имеется завершенное, большей частью неизменяемое целое.
Композиция комплекса в большинстве случаев предусматривает вероятные варианты компоновок, а следовательно, и взаимоотношений между ее элементами. лаконичность и ясность формы получает тут функциональное значение: чем сложнее и свободнее от вторых форма каждого из станков в таком сообществе, тем тяжелее достигнуть целостности всей станочной линии.
Все это неприятности далеко не только эстетические, но и конструкторские, технологические и в первую очередь эргономические, которые связаны с оптимизацией и психофизиологическими реакциями операторов на данной базе управления станочным комплексом. Так как в пределах станочных линий формы одних станков объективно оказываются более сложными, чем формы вторых.
Исходя из этого было бы неверным попросту нивелировать композиционные изюминки различных по операциям станков. Напротив, определенные композиционные различия (размерные, структурные, силуэтные и пр.) позволяют не обезличивать не только отдельный станок, но и всю технологическую линию, выявляя в ней самое характерное.
Монотонность, безликое однообразие станочного комплекса вряд ли можно считать его преимуществом.
Возвратимся к современной тенденции нарастания лаконизма в форме станков. Как мы знаем, что долгий контакт с негармоничной, чрезмерно сложной по своим формам средой, не организованной по определенным закономерностям, носящей хаотичный темперамент, приводит человека к важному нервному утомлению, не смотря на то, что он может и не осознавать обстоятельства психотерапевтического дискомфорта.
Так, рвение к лаконичной, ясной, прекрасно организованной форме одиночного станка имеется рвение к композиционной совокупности всей линии, всего сообщества. Однако тут имеется и оборотная сторона.
В то время, когда начинают слепо направляться той либо другой тенденции формообразования, кроме того прогрессивной в базе, она иногда получает черты моды, и формальное начало заслоняет логику инженерного мышления. Так обстоит дело и с тенденцией к геометрическому лаконизму, упрощению формы в станкостроении без всякого учета конкретных условий.
В этих обстоятельствах нужно как бы возвратиться к истокам явления, дабы критически осмыслить его: рвение к лаконичной форме в стан-ко- и машиностроении не должно противоречить оптимизации и рациональности конструкции самого процесса работы.
Рвение любой ценой и в произвольных обстановках упростить форму угрожает негативными последствиями. Исходя из этого так называемая дробность формы станка либо автомобили (столь нередкий упрек проектантам на художественно-технических рекомендациях) далеко не всегда отражает настоящее положение дел.
Запрещено смешивать настоящую композиционную дробность, неоправданную измельчен-ность формы с объективной сложностью местами открытой технической структуры. Первую нужно ликвидировать, организуя и обобщая форму, вторую — композиционно применять в достатке светотеневой структуры и в пластике, а вдруг нужно—кроме того сам прием композиции строить на контрасте развитой технической локального основания и структуры станка либо каких-то закрытых больших количеств.
Тенденция же к лаконизму любой ценой, купив черты навязчивой идеи, идущей от моды, заставляет «зашивать» всё подчас без оснований: прекрасное начинает ассоциироваться с геометрически упрощенным. В следствии изменяется само отношение к объемно-пространственной структуре станка.
Другой станок в полной мере имел возможность бы быть устойчивым, а его конструкция — твёрдой и на довольно легких открытых опорах, но это уже противоречит моде, поскольку открытые опоры усложняют объемно-пространственную структуру, а ложно осознаваемый лаконизм требует единого количества. Форма не столько упрощается, сколько опрощается, и наряду с этим особенно не везет как раз пространству как одному из полноправных элементов структуры.
Пластичность формы исчезает, образность и информативность станка безнадежно утрачиваются, композиция делается примитивно сухой, форма — безликой. Таких обезличенных примитивов уже много.
Как же быть? В случае если, к примеру, в условиях неспециализированной тенденции не принимать во внимание с модой и оставлять в том месте, где это конечно и целесообразно, сложную структуру, не будет ли тогда станок смотреться устаревшим? И не станет ли это противоречить конъюнктуре рынка?
Подобные вопросы появляются сейчас не только перед станкостроителями.
Последовательность экспертов разделяет точку зрения (на отечественный взор, единственно верного), что к моде в технике, в особенности в то время, когда речь заходит о машинах и станках, направляться относиться осмотрительно — в противном случае не миновать формалистических ответов, ничем не оправданных затрат, в особенности перерасхода материалов. Лишь всесторонний, квалифицированный анализ разрешает распознать, что в изделии вправду красиво, а где красота рациональной формы подменена бьющей в глаза экстравагантностью.
—
Металлорежущие станки имеют весьма широкое распространение в производстве. Назначение этих автомобилей — снимать с заготовок слой металла особыми режущими инструментами для того, чтобы получить изделие требуемых формы и размеров.
При обработке металлов резанием механизмы станков имеют два подачи и: основных движения резания, при которых происходит перемещение режущего заготовки и инструмента. В зависимости от характера и вида инструмента его перемещений, и перемещений обрабатываемого материала различают следующие главные процессы холодной обработки металлов резанием.
")
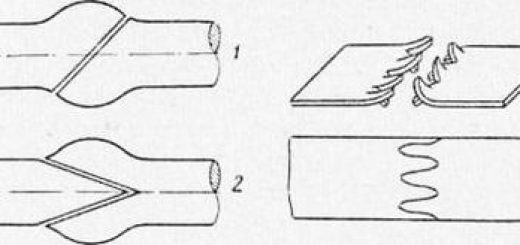
Рис. 1. Процессы обработки металлов резанием.
Точение (а), в то время, когда обрабатываемый материал вращается (перемещение резания), а резец движется поступательно (перемещение подачи). Данный вид обработки металлов осуществляется на токарных станках.
Строгание (б), в то время, когда заготовка и резец движутся поступательно. Строгание производится на строгальных станках.
Сверление (в), в то время, когда заготовка неподвижна, а перемещения резания и подачи осуществляются сверлом. Сверление производится на сверлильных и токарных станках.
Фрезерование (г), в то время, когда режущий инструмент (фреза) вращается (перемещение резания), а заготовка движется поступательно (подача). Фрезерование производится на фрезерных станках.
Шлифование (д), в то время, когда режущий инструмент (шлифовальный круг) вращается, а заготовка движется поступательно (плоское шлифование) либо также вращается и в один момент движется поступательно (круглое шлифование). Шлифование производится на плоско- и круглошлифовальных станках.
Мы перечислили самый распространенные виды обработки металлов резанием.
В производстве употребляется большое количество видов разных металлорежущих станков. Коротко познакомимся с самый распространенными из них.