Методы нанесения клея на материалы
Намазка осуществляется механическими мазальными аппаратами, снабженными нескончаемой резиновой лентой, которая непрерывно покрывается слоем клея и помогает как бы неизменно действующей мазальней доской.
При массовой однотипной постоянной работе для мазки клеем разных подробностей используют механические клеемазальные аппараты, наряду с этим намазанные подробности подаются к рабочим местам сборщиц ленточным конвейером.
Клеемазальные аппараты могут служить для гуммирования громадных листов бумаги либо нескончаемого бумажного полотна, мазки разных других деталей и полос, мазки бандеролей и этикеток, нанесения клея полосами, бороздками, отдельными пятнами и т. д. Конструкция клеемазальных аппаратов зависит от их назначения.
Разглядим главные виды клеемазальных аппаратов.
1. Гуммировальные аппараты. Они помогают для нанесения клеевой пленки на листы бумаги либо на нескончаемое бумажное полотно.
В другом случай и том гуммировальные аппараты конкретно связаны с конвейерной сушилкой, которая должна быть выстроена с расчетом просушки гуммированной бумаги за один прогон. Для данной цели используются в основном гуммировальные аппараты двухвальной совокупности (рис.
21, фиг б) для покрытия бумаги клеем с верхней стороны.
В соответствии с техническим условиям для гуммирования бумаги: а) слой клеевой пленки должен иметь строго определенную равномерную толщину; б) уровень качества клеящего вещества должно обеспечить прочную приклейку бумаги; в) не допускается неотёсанная деформация гуммированной бумаги, что обеспечивается определенной степенью влажности просушенной клеевой пленки; г) клеевая пленка должна быть эластичной.
Рис. 1. Чан для заготовки клея с механической мешалкой.
отличных показателей достигаются при гуммировании бумаги в рулонах, поскольку в этом случае она проходит через дугообразную сушильную камеру в натянутом положении.
Для применения гуммированной бумаги в картонажном производстве ее предварительно увлажняют водой либо подвергают тёплой утюжке штампами соответствующей формы, нагретыми до 120—130°. Для гуммирования используется декстриновый клей либо же декстрин с костным клеем.
В другом случай и том добавляется 1—2% глицерина, что придает клеевой пленке больше эластичности.
2. Клеемазальные аппараты. Их используют для целого нанесения клея на разные бумажные подробности (полосы, бандероли, этикетки и др.)-Такие аппараты в большинстве случаев связывают настольным ленточным транспортером для подачи намазанных подробностей к рабочим местам.
Клеемазальные аппараты смогут быть трех совокупностей: а) одновальные с боковой ванной, служащей в один момент раклей для регулировки толщины клеевой пленки; б) двухвальные, оба вала которых расположены горизонтально на одном уровне и канавка между двумя валами с боковыми заслонками служит в качестве клеевой ванны; зазор между двумя валами регулирует толщину клеевой пленки; передний вал причиняет на подробности клей; в) трехвальные аппараты, в которых первые два вала являются питающими, а передний вал — клеемазальным.
Рис. 2. Схемы клеемазальных аппаратов.
Во всех трех аппаратах передние клеемазальные валы с выходной стороны снабжены рядом «пальцев», прилегающих к клее-мазальному валу, для отдирки от вала намазанных направления и деталей их на транспортерную ленту. Бумажные подробности в клее-мазальный аппарат смогут в отдельных случаях подаваться машинально.
3. Фрикционные клеемазальные аппараты. Они действуют от ручного либо механического протаскивания бумаги через клеема-зальный вал.
Такие аппараты видятся следующих разновидностей:
а) Для намазывания узких нескончаемых лент. Данный аппарат приводится в перемещение в следствии протаскивания нескончаемой бумажной ленты по вольно вращающемуся верхнему валу аппарата.
Эти аппараты являются главным образом для намазывания заклеенных полос для наружных коробок (складных из гофрированного картона и др.), склейки по стыку прямоугольных картонных рукавов и многих вторых подробностей.
б) Для ручного намазывания бумажных полос методом протаскивания их по вольно вращающемуся клеевому валику. Такие аппараты ручного действия смогут быть использованы для намазывания крахмальным клейстером и другими скользящими клеевыми растворами.
в) Приводные одновальные аппараты, снабженные раклей для регулирования толщины клеевой пленки. Мазальный вал этих аппаратов находится в постоянном перемещении и помогает для нанесения более липких клеевых растворов (костного клея и др.).
Намазывание подробностей на таком аппарате, производится вручную по принципу работы на мазальных досках.
г) Накатные ручные и механические аппараты, снабженные подвесной клеевой ванной, которая в один момент является раклей для регулирования толщины клеевой пленки. Ручные аппараты таковой совокупности помогают для нанесения клея полосами либо для целого покрытия за пара накатов.
Фрикционные аппараты такой же совокупности смогут функционировать машинально, если они подвешены над конвейерной лентой, на которой размещены подробности для намазывания. Такие приспособления весьма действенно употребляются для намазывания клапанов складных пачек, каковые укладывают на конвейерную ленту ступенями.
Производительность аппарата При таких условиях работы превышает тысячу штук в 60 секунд.
4. Особые клеемазальные аппараты. К данной группе относятся все клеемазальные приспособления и аппараты, предназначенные для узких особых целей.
Всю массу таких аппаратов возможно расчленить на две группы:
а) Ротационные аппараты, действующие при помощи клеема-ззльных валов либо дисков (для узких бороздок), служащих для нанесения клея полосами, узкими бороздками, наносящих клей с верхней либо с нижней стороны.
б) Штемпельные аппараты, наносящие клей пятнами разных форм. Такие аппараты являются отдельные узлы в разном оборудовании.
")
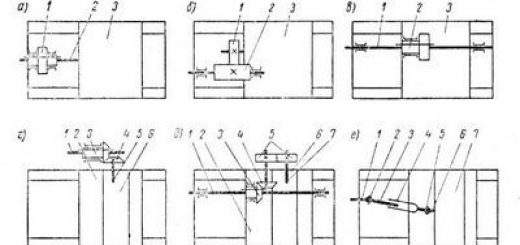
Рис. 3. Фрикционные клеемазальные аппараты.
1 — клеемазальный аппарат, 2 — ванна, 3 — рама, 4 — пальцы, 5 — регулировочный винт, 6 — ось, 7 — центр, 8 — стопорные кольца, 9 — стойки, 10 — нижний ролик, 11 — подвеска.
Стремительное вращение питающих и наносящих клей валов в клеевых ваннах в весьма многих случаях приводит к пенообразованию. Для устранения этого отрицательного явления клеевой раствор ‘ должен иметь соответствующую температуру.
Помимо этого, необходимо использовать пеносгонные средства, о которых изложено выше.
При изготовлении маленького количества подробностей возможно применено ручное намазывание клеем.
Детально перечислить все вероятные варианты ручного намазывания клеем весьма тяжело, поскольку в каждом отдельном случае требования в смысле порядка нанесения клея разны и не поддаются обобщению. Некое различие необходимо отметить в методах нанесения клея на картонные (твёрдые) подробности, на бумагу и разные бумажные подробности.
Существует большое количество разных способов намазки клея на картонные подробности: оплошное либо частичное покрытие клеем страниц картона либо отдельных картонных подробностей, либо же в ходе сборки коробок намазывают клеем отдельные места.
Клей намазывают при помощи волосяных твёрдых и мягких мочальных кистей—в зависимости от вида и условий намазки клея. Для данной же цели используют громадные щетки (для намазки громадных страниц) и более небольшие щетки с ручками для яркой намазки различных подробностей либо покрытия клеем мазальной доски.
В то время, когда требуется на страницы; бумаги либо бумажные подробности нанести клей, по возможности, узким и равномерным слоем, используют разные щетки либо. кисти, и метод съема клея, предварительно нанесенного на мазальную доску. Последним методом достигается равномерное и узкое нанесение клея на бумагу.
В качестве мазальной доски, которая должна быть ровной, используют железные пластины, доски, покрытые оцинкованным железом либо линолеумом, мраморные, стеклянные и пластмассовые плиты, но оптимальнее для данной цели применять резиновые либо обрезиненные пластины. Размер мазальной доски 70X45 см самый приемлемый.
Намазка осуществляется следующим образом. Мазальщица причиняет щеткой клей на доску, после этого поочередно, то правой, то левой рукой кладет на доску бумажные подробности, придерживая один финиш их пальцами, и опять отрывает их, в следствии чего бумага покрывается узким слоем клея.
Данный способ используется в основном для мазки разных полос, этикеток и других небольших подробностей. С доски направляться иногда снимать скребком излишки застывающего клея.
Производительность одной мазальщицы наряду с этим методе образовывает от 5 до 12 тыс. подробностей в смену, в зависимости от их других условий и величины.
Рабочее место мазальщицы должно быть оборудовано следующим образом:
1) около стола справа на особой подставке находится клеянка, причем верх клеянки должен быть расположен на уровне плиты стола;
2) мазальная доска расположена на краю стола против рабочего места мазальщицы;
3) слева и против мазальной доски стол покрывают очень сильно увлажненными тряпками, на каковые кладут намазанные клеем подробности; тут подробности выдерживают 2—3 мин. с целью достижения большой липкости, и исходя из этого их укладывают последовательностями для соблюдения очереди при их наклейке.