Пайка газопламенными горелками
Нагрев изделий газопламенными горелками обширно применяют в условиях умелого и мелкосерийного производства, в особенности при пайке узлов больших изделий. Данный способ отличается от других следующими преимуществами: малый цена оборудования, относительно легкое перемещение источника нагрева к месту пайки изделия, возможность нагрева разнообразных по размерам и форме изделий.
Для газопламенной пайки обширно применяют ацетилено-кислородные горелки инжекторного типа ГС-53, ГСМ-53, ГС-57, «Москва», «Малютка», и керосино-кислородные ГКУ-55, ГКР-57 и др. Конструкции горелок, используемых при пайке, обрисованы в главе «Инструменты, приспособления и нагревательные устройства».
Горючие смеси. Источником тепла при пайке газопламенными горелками есть газообразное горючее.
Наровне с ацетиленом применяют и другие горючие газы либо пары горючих жидкостей, и разные газовые смеси. Время от времени вместо кислорода применяют воздушное пространство.
Уровень качества горючего газа характеризуется его теплотворной свойством, содержанием и температурой пламени негорючих доставляющих.
самая высокую температуру пламени возможно взять, используя ацетилено-кислородную смесь.
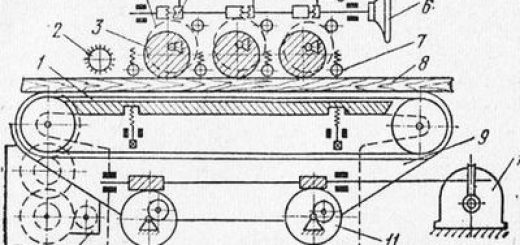
Схема установки для пайки ацетилено-кислородным пламенем продемонстрирована на рис. 1. Газообразный кислород поступает в горелку из кислородного баллона через редуктор, снижающий большое давление кислорода в баллоне до рабочего давления (1,5—3,5 ат).
Ацетилен подается в горелку из генератора по нижнему шлангу. В горелке оба газа смешиваются.
")
Рис. 1. Схема установки для пайки ацетилено-кис-лородным пламенем
На выходе из горелки смесь газов зажигают. Появившееся наряду с этим пламя применяют для нагрева паяемого плавления и изделия припоя.
Прекрасные результаты смогут быть кроме этого достигнуты при других горючих и использовании газов-—водорода, светильного и нефтяного, каковые также дают достаточно большую температуру при сгорании.в кислороде.
Понятие о пламени. При пайке паяльщику нужно шепетильно смотреть за верным строением пламени горелки.
Прекрасно отрегулированное пламя складывается из трех территорий: ядра, факела и средней зоны.
Смесь кислорода и ацетилена при выходе из отверстия горелки нагревается за счет тепла окружающего пламени. Ацетилен при температуре 600—700 °С разлагается на водород и углерод, в следствии чего образуется территория пламени, складывающаяся из трех свободных элементов: углерода, кислорода и водорода.
Эта территория именуется ядром пламени и имеет ослепительно-броскую окраску. Средняя территория, окружающая ядро, складывается из водорода и углерода.
В данной территории осуществляется первая фаза горения и наряду с этим начинается температура около 3000 °С. Факел, имеющий окраску красно-желтого цвета, образует территорию пламени и складывается из углекислоты й воды.
Такое же строение имеет пламя любой смеси углеводородных газов, паров и водорода горючей жидкости.
В зависимости от кислорода расхода и соотношения ацетилена пламя по собственному характеру возможно обычным (а), науглероживающим (б) и окислительным (в).
Обычное пламя получается при сгорании смеси, складывающейся из 50% кислорода и 50% ацетилена (по количеству). Такое пламя имеет голубоватый цвет и быстро очерченное ядро, температура пламени близка к большой.
Рис. 2. Внешний вид ацетилено-кислородного пламени в зависимости от соотношения расхода ацетилена и кисло рода
Рис. 3. Кривая распределения температуры ацетилено-кислородного пламени
Науглероживающее пламя образуется при избытке в горючей смеси ацетилена. Ядро в этом случае удлиняется, теряет резкие очертания и имеет зеленоватый цвет.
Пламя делается коптящим за счет свободного углерода, удлиняется и получает желтоватую окраску.
Окислительное пламя получается при избытке в горючей смеси кислорода. Ядро если сравнивать с ядром обычного пламени делается укороченным, заостренным, с менее резкими очертаниями. Пламя делается фиолетовым.
Температура окислительного пламени немного выше температуры обычного пламени. Избыток кислорода в пламени окисляет металл.
Темперамент пламени паяльщик в большинстве случаев устанавливает на глаз, по его внешнему виду.
Для пайки жёсткими припоями нужна температура 1000 °С и выше, исходя из этого места пайки изделия, в большинстве случаев, нагревают факелом ацетилено-кислородного пламени. Паяльщик может регулировать температуру нагрева места пайки, приближая либо удаляя пламя от изделия либо изменяя расход горючей смеси.
Применение газов — заменителей ацетилена — с более низкой температурой пламени, и использование воздуха вместо кислорода при пайке не снижает качества паяных изделий и дает большой экономический эффект.
Подготовка к пайке и работа газопламенной горелки.
1. Перед тем как приступить к работе шепетильно осматривают трубопроводы, редукторы, водяные затворы, другое оборудование и вентили баллонов, применяемое при пайке. При обнаружении недостатков срочно ликвидируют их.
2. При работе ацетилено-кислородной горелкой контролируют, имеется ли подсос ацетилена к горелке, для чего соединяют кислородный ниппель горелки с кислородным баллоном. После этого по редуктору устанавливают давление кислорода 1,5—3,5 ат и открывают частично кислородный вентиль горелки.
Приложив ладонь к ацетиленовому ниппелю, контролируют, имеется ли подсос горючего газа. При отсутствии подсоса ацетилена горелку отсоединяют и продувают каналы мундштука, инжектора и смесительной камеры либо прочищают их бронзовой либо алюминиевой проволокой, и подтягивают накидную гайку смесительной камеры либо сальниковую гайку.
По окончании устранения недостатков горелку снова соединяют с ацетиленовым шлангом.
3. При зажигании смеси сперва открывают кислородный вентиль, а после этого ацетиленовый. По окончании открытия вентилей скоро зажигают горючую смесь; в другом случае она может взорваться.
4. Устанавливают обычное пламя горелки, регулируя вентилями расход и состав горючей смеси.
5. При пайке смотрят за тем, дабы горелка не перегрелась. При долгой работе мундштук иногда охлаждают в воде.
6. Для прекращения работы горелки сперва выключают подачу ацетилена, а после этого кислорода.
Выбор припоя для газопламенной пайки зависит от металла соединяемых пайкой подробностей.