Подготовка группового производства пластмассовых деталей
При громадной номенклатуре подробностей из пластмасс для ускорения процесса и повышения качества их группирования, выбора групповых блоков для скомплектованных групп рекомендуется применение средств вычислительной техники. Для группирования подробностей возможно использовать программируемые клавишные автомобили, микро-ЭВМ, мини-универсальные ЭВМ и ЭВМ.
Целесообразность применения тех либо иных вычислительных средств определяется номенклатурой подробностей, сложностью и количеством показателей, каковые употребляются при их группировании, наличием технических средств и их системной организацией. Условно можно считать, что использование клавиш-пых ЭВМ и микро-ЭВМ целесообразно при маленькой номенклатуре подробностей, т. е., соответственно, до 1 тыс. подробностей и до 1,5—2 тыс. подробностей.
При большей номенклатуре направляться использовать мини-универсальные ЭВМ и ЭВМ. В случае если на предприятии уже выполняются работы по ТПП на универсальных либо мини-ЭВМ, то целесообразно поставить работы по группированию подробностей на этих ЭВМ независимо от номенклатуры.
Группирование подробностей посредством микро-ЭВМ. Для применения микро-ЭВМ требуется заполнение и кодирование деталей кодировочных ведомостей.
Состав показателей обязан разрешать не только собирать подробности по конструктивно-технологическим показателям, но и выбирать метод формования оборудования и конструкцию блока. Исходя из этого наровне с технологическим шифром подробности, данными об оборудовании и оснастке должны кодироваться номер изделия, обозначение подробности, годовая применяемость подробностей, норма времени, расценки и т. п. Показателям присваиваются определенные коды и отводятся определенные позиции перфокарты для их записи.
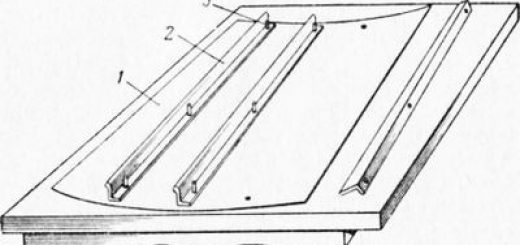
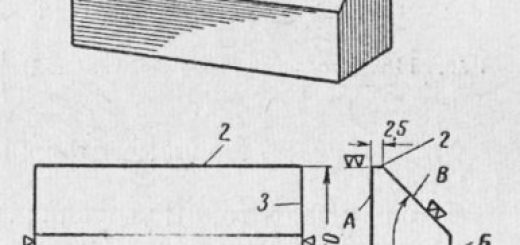
пример заполнения и Макет перфокарты кодировочной ведомости для двух подробностей, чертежи которых изображены на рис. 1. В макете употребляется технологический код подробности, формирование которого обрисовано в п. 3.1. Данные находятся в колонках 3—42.
Результаты группирования фиксируются в другой час ти перфокарты раздельно по оборудованию и оснастке. Из рассмотрения данной части макета возможно заключить, что ЭВМ определяет фактически все нужные эти для организации группового производства.
")
Рис. 1. Пластмассовые подробности:
а — с шифром 404767012; б — с шифром 404742001
Архив, что формируется на магнитной ленте, может занять пара кассет. Вследствие этого для удобства группирования направляться распределить данные о подробностях по магнитным лентам так, дабы возможность включения подробностей с различных магнитных лент в одну группу была бы минимальной. Главными показателями, определяющими выбор оснастки, являются: арматура, перпендикулярная направлению выталкивания подробности; отверстия, перпендикулярные направлению выталкивания подробности; количество арматуры либо резьбовых отверстий; арматура двусторонняя, параллельная направлению
выталкивания; арматура односторонняя, параллельная направлению выталкивания; квалитет точности габаритного размера, параллельного направлению выталкивания; форма наружной поверхности и ее сложность; отверстия, параллельные направлению выталкивания подробности; характеристики весов подробности.
В качестве показателей, разделяющих данные о подробностях по кассетам, смогут быть выбраны один — три из названного состава.
Отбор подробностей в группы осуществляется при помощи поиска по заданным значениям показателей информации в архиве. Процесс поиска возможно расчленен на два этапа.
Первый этап — поиск имени кассеты с магнитной лентой, где хранится информация о подробностях, подлежащих окончательному группированию, второй — окончательное группирование подробностей. Нужно, дабы программы поиска и каталог имен кассет, на которых расположен архив, хранились на одной магнитной ленте.
Количество формируемых подробностей с учетом оптимального количества гнезд пресс-формы сопоставляется с условно принятым максимально допустимым для данного вида формования.
Пользуясь всей совокупностью показателей, записанных в перфокарте, возможно поделить имеющуюся номенклатуру подробностей на группы, любая из которых возможно изготовлена определенным методом прессования с применением группового блока определенной конструкции.
Группирование подробностей посредством мини- и универсальных ЭВМ. Использование мини- либо универсальных ЭВМ для группирования пластмассовых подробностей целесообразно в условиях многономенклатурного производства.
Метод классификационного деления подробностей обрабатываемого массива на группы выстроен, исходя из анализа их конструктивно-технологических показателей.
Результатом ответа задачи есть таблица, в которой,кроме информационных сведений о подробностях скомплектованн ы х групп, указывается годовая программа, интенсивность загрузки, количество гнезд, количество подробности,конструкция и способ прессования группового блока, на котором эта несколько подробностей будет изготовляться. Правильность ответа данной задачи посредством ЭВМ проверена на многочисленной партии пластмассовых подробностей, каковые были скомплектованы в группы.
Группирование подробностей в практических условиях должно пересматриваться в каждом плановом периоде и при запуске в производство новых изделий.
Исполнение предусмотренного выше комплекса технических мероприятий по группированию с применением средств вычислительной техники существенно облегчает ответ задачи снижения производительности себестоимости и повышения труда изделий при многономенклатурном, серийном и мелкосерийном их производстве.
Рис. 2. Схема метода группирования подробностей посредством ЭВМ