Строгание и протягивание
Строгание. Строганием именуют операцию механической обработки, делаемую резцами при возвратно-поступательном главном и прерывистом движении подачи, осуществляемом в конце обратного (холостого) хода.
движения главного подачи и Функции движения распределяются между резцом и заготовкой в зависимости от типа станка (продольно-строгальный, поперечно-строгальный, долбежный, особый).
На рис. 1 приведены элементы резания при строгании: t — глубина резания, s — подача, а — толщина стружки, b — ширина стружки.
Стрелками указано направление рабочего хо-Да рх) и холостого хода (vxx).
На рис. 2 приведена схема долбления резцом с пластинкой из жёсткого сплава; указаны передний у и задний а углы резца.
Направление главного перемещения при долблении — вертикальное.
Наименования и углов и характеристики элементов у строгальных и долбежных резцов те же, что у токарных.
Строгальные резцы изготовляют прямыми либо (чаще) изогнутыми. направляться предпочесть изогнутые резцы, в особенности при громадных упрочнениях резания.
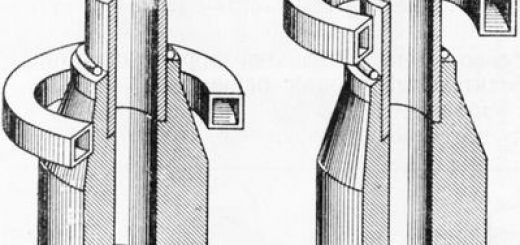
Под влиянием давления резания резец в той либо другой степени изгибается, причем его вершина поворачивается около точки средней линии, лежащей на высоте его крепления (рис. 3).
Вершина прямого резца при изгибе вдавливается в обработанную поверхность (рис. 3,а), что влечет заклинивание, выкрашивание и дрожание резца. Вершина же изогнутого резца под влиянием давления резания будет отходить от обработанной поверхности (рис.
3, б), и заклинивания не случится.
")
Рис. 1. Элементы резания при строгании
Рис. 2. Схема долбления
Обдирочные резцы используют для предварительной обработки заготовок; они бывают левые и правые. На рис.
4, а продемонстрирован левый обдирочный резец. Чистовые резцы для строгальных работ имеют разную геометрию. На рис. 4, б приведен чистовой широкий резец.
Существуют кроме этого чистовые резцы с громадным радиусом при вершине, подобные токарным. Подрезные резцы (рис. 4, в) предназначены для обработки боковых поверхностей заготовок; они действующий при вертикальной подаче. Прорезные резцы (рис.
4, г) применяют в основном для строгания пазов.
Рис. 3. Изгиб прямых и изогнутых резцов при строгании
Рис. 4. Строгальные резцы
Строгание активно используется при изготовлении рам, плит для обработки направляющих станин станков, направляющих штанг, кромок страниц и пр.
Высокопроизводительное строгание достигается применением твердосплавных резцов при повышенных режимах резкния. Строгальщики-скоростники на продольно-строгальных станках трудятся со скоростями резания 70 м/мин и выше, применяя в один момент все четыре суппорта станка.
Но скорость рабочего хода на современных строгальных станках на превышает 80 м/мин, а двигатели станков имеют громадную мощность.
Дабы ее применять полнее, используют строгание с громадными подачами (до 20 мм на двойной движение и выше) при работе резцами типа резца В. А. Колесова и широкими резцами — при чистовом строгании. С целью этого используют кроме этого строгание с многорезцовой державкой, в которой возможно закреплять в один момент до четырех резцов.
Протягивание. Протягиванием именуют операцию механической обработки на протяжных станках посредством многолезвийных режущих инструментов — протяжек.
Область применения протягивания —обработка небольших и средних Подробностей в крупносерийном и массовом производстве. В единичном и мелкосерийном производстве использование протягивания не нужно ввиду большой стоимости протяжек.
Протягивание разделяют на внутреннее и наружное. Внутреннее протягивание используют для отверстий размером от 3 до 300 мм.
Отверстия под протягивание предварительно высверливают либо раста-чизают. Форма отверстий, взятых методом протягивания, возможно самой разнообразной: цилиндрической, трехгранной, квадратной, многогранной, круглой, фасонной, с канавками разных профилей и пр.
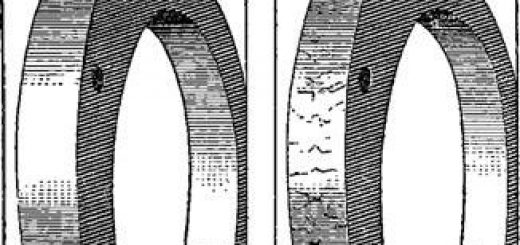
Рис. 5. Протягивание втулки
Высокая производительность протягивания в сочетании с громадной стойкостью протяжек, хорошей чистотой обработанной поверхности (5—9-й классы) и высокой точностью (2—3-й классы) выдвигают данный способ в число передовых способов обработки подробностей.
В условиях массового и крупносерийного производства при изготовлении подробностей средних размеров протягивание во многих случаях вытесняет фрезерование.
Рис. 6. Протяжка для обработки отверстий
На рис. 5 продемонстрировано протягивание отверстия во втулке (внутреннее протягивание), закрепленной в патроне.
Протяжка укрепляется в ползуне и перемещается им в направлении стрелки.
Наружные поверхности, в большинстве случаев, протягивают без предварительной обработки резанием, т. е. в тёмном виде (отливки, поковки). При наружном протягивании возможно взять спиральные зубья и прямые на секторах и зубчатых колёсах, винтовые канавки и прямые, плоские и кривые наружные поверхности, рифление и др.
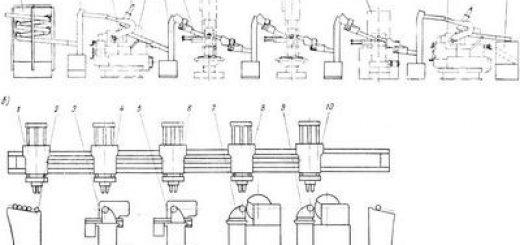
Рис. 7. Наружное протягивание
На рис. 7 приведена схема наружного протягивания.
Заготовка зубчатого сектора закрепляется на станке в приспособлении и протягивается при перемещении протяжки в направлении стрелки, по окончании чего готовый зубчатый сектор снимают со станка.
Скорость резания при протягивании разных материалов колеблется от 2 до 14 м/мин, подача либо подъем на зуб протяжки — от 0,05 до 0,15 мм/зуб. Количество подробностей, обрабатываемых одной протяжкой до выхода ее из строя, образовывает от 3000 до 10 000.