Сверление отверстий
Сверлением именуется операция получения круглых отверстий в заготовке посредством особых инструментов— сверл. Отверстия смогут быть сквозные и несквозные (глухие).
В первом случае заготовка просверлена на всю толщину. Во втором случае — при исполнении глухих отверстий — инструмент не просверливает материал полностью.
Высверливать отверстия возможно вручную при помощи дрели. Но намного стремительнее и легче делать эту операцию на сверлильных станках,
При сверлении различают сквозные, неполные отверстия и глухие. Отличное отверстие обеспечивается верным выбором приемов сверления, верным размещением сверла довольно обрабатываемой поверхности и совмещением оси сверла с центром (осью) будущего отверстия.
Сверление по разметке. По разметке сверлят одиночные отверстия. Предварительно на подробность наносят осевые риски, круговую риску, определяющую контуры будущего отверстия, и контрольную риску диаметром, пара громадным диаметра будущего отверстия; после этого кернят углубление в центре отверстия.
Керновое отверстие окружности делают глубже, дабы дать предварительное направление сверлу. Сверление реализовывают в два приема: сперва делают пробное сверление, а после этого окончательное.
Пробным сверлением при ручной подаче приобретают углубление размером, около 1/4 будущего отверстия. Затем удаляют стружку и контролируют круговой риски и концентричность лунки.
В случае если контуры углубления (лунки) смещены относительно риски будущего отверстия, то от центра лунки в ту сторону, куда необходимо сместить центр отверстия, крейцмейселем прорубают 2 — 3 канавки. После этого снова просверливают отверстие и, убедившись в его правильности, просверливают совсем.
Сверление глухих отверстий на заданную глубину реализовывают по втулочному упору на сверле либо измерительной линейке, закрепленной на станке. Для измерения сверло подводят до соприкосновения с поверхностью подробности, сверлят на глубину конуса сверла и отмечают по стрелке (указателю) начальное положение на линейке.
После этого к этому показателю прибавляют заданную глубину сверления и приобретают цифру, до которой нужно проводить сверление.
Кое-какие сверлильные станки на измерительной линейке имеют упор, нижнюю грань которого устанавливают на цифре, до которой необходимо сверлить, и что закрепляют винтом.
Многие сверлильные станки имеют механизмы автоматической подачи с лимбами, каковые определяют движение сверла на требуемую глубину.
При сверлении глухих отверстий нужно иногда извлекать сверло из отверстия, очищать отверстие от стружки и измерять глубину глубиномером штангенциркуля.
Сверление неполных отверстий (полуотвер-стий). В тех случаях, в то время, когда отверстие расположено у края, к обрабатываемой подробности приставляют пластину из того же материала, зажимают в тисках и сверлят полное отверстие, после этого пластину отбрасывают.
Сверление сквозного отверстия в угольнике создают методом закрепления его в тисках на древесной подкладке. Сначала делают полное засверливание и контролируют по контрольным окружностям.
Найдя увод сверла, исправляют и после этого совсем . просверливают отверстие. Затем перестанавливают угольник для сверления следующего отверстия и т. д.
Сверление отверстий в плоскостях, расположенных под углом. Дабы сверло не отклонялось в стороны и не ломалось, сперва подготовляют площадку перпендикулярно оси просверливаемого отверстия (фрезеруют либо зенкуют), между плоскостями вставляют древесные вкладыши либо подкладки, после этого сверлят отверстие простым методом.
Сверление отверстий на цилиндрической поверхности. Сперва перпендикулярно оси сверления на цилиндрической поверхности делают площадку, накернивают центр, по окончании чего сверлят отверстие простым методом.
Сверление полых подробностей. При сверлении полых подробностей полость забивают древесной пробкой.
Сверление отверстий с уступами возможно взять двумя методами:
первый — сперва сверлят отверстие по мельчайшему диаметру, после этого его рассверливают на один либо два громадных диаметра в пределах глубины каждой ступени; сверла меняют по количеству ступеней, последовательно увеличивая их диаметр;
второй — сперва сверлят сверлом громаднейшего диаметра, а после этого сверлами меньшего диаметра по числу ступеней.
")
Рис. 1. Сверление по разметке
Рис. 2. Сверление глухих отверстий на заданную глубину: а — по втулочному упору, б — по измерительной линейке
Рис. 3. Сверление:
При втором и первом методах сверло не уводит в сторону, оно центрируется прекрасно. Измерить глубину сверления легче при втором методе, поскольку глубиномер тогда упирается в дно отверстия.
Сверление правильных отверстий. Для получения правильных отверстий сверление создают в два прохода.
Первый проход делают сверлом, диаметр которого меньше на 1 —3 мм диаметра отверстия. Этим исключается вредное воздействие перемычки.
Затем отверстие сверлят в размер. Сверло должно быть прекрасно заточено.
Для получения более чистых отверстий сверление ведут с малой автоматической подачей при непрерывном отводе и обильном охлаждении стружки.
Сверление отверстий маленьких диаметров создают на станках повышенной’ точности соответствующими подачами либо ультразвуковым и электроискровым методом.
Сверление отверстий громадных диаметров реализовывают рассверливанием просверленных отверстий. Но отверстия, полученные отливкой, штамповкой и другими подобными способами, рассверливать не рекомендуется, поскольку сверло очень сильно уводит благодаря несовпадения центров отверстия с осью сверла.
Кольцевое сверление разрешает на станках взять отверстия диаметром 50 мм и более, не прибегая к рассверливанию. Кольцевое сверление реализовывают посредством резцовых Головок, имеющих полый корпус с закрепленными на нем резцами, расположенными диаметрально и равномерно по окружности.
Число резцов четное — от 6 до 12 для головок диаметром 30—150 мм.
При кольцевом сверлении в подробности вырезают резцами канавки, а внутреннюю часть (сердцевину), оставшуюся в отверстии в виде стержня 1, выламывают. Стержень выламывают в большинстве случаев не на всей протяженности отверстия сходу, а частями, по мере углубления головки.
Глубина кольцевой выточки, нужная для выламывания, зависит от диаметра отверстия.
Рис. 4. Сверление отверстий: а — в плоскости, расположенной под углом к второй плоскости, б — на цилиндрической поверхности, в — в полых подробностях
Рис. 5. Сверление отверстий с уступами: а — рассверливанием, б— с уменьшением диаметра отверстия
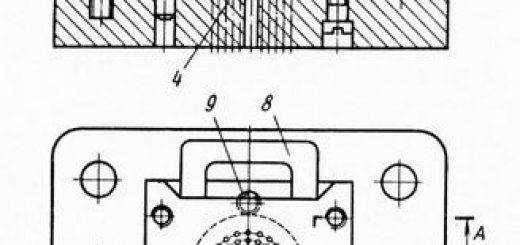
Рис. 6. Кольцевое сверление
Рис. 7. Вырезание отверстий в листовом металле
Сверление отверстий в листовом металле. Сверлить отверстие в узком листовом металле простыми сверлами весьма тяжело, поскольку глубина сверления меньше длины заборного конуса: режущие кромки сверла будут цепляться за обрабатываемый ‘материал и рвать его.
Отверстия в листовом металле сверлят перовыми сверлами. Значительно чаще отверстия в узком листовом металле пробивают на дыропробивных прессах.
Громадное отверстие, в особенности в листовом материале, приобретают не сверлением, а вырезанием резцами, закрепленными в оправке. Для этого применяют оправку с направляющим коническим хвостовиком и стержнем, в котором закрепляют два (либо четыре) резца.
Направляющий стержень входит в готовое отверстие и снабжает надежное направление. Оправка с резцами, вращаясь и имея подачу, в подробности вырезает отверстие.
Сверление глубоких отверстий. Глубоким сверлением именуют сверление отверстий на глубину, превышающую диаметр сверла в 5 раз и более.
В зависимости от разработки различают целое и кольцевое сверление.
Сверление спиральным сверлом реализовывают надсверливанием отверстия маленьким сверлом, после этого сверлят обычным сверлом на полную глубину.
Просверливая глубокое отверстие, иногда выводят из него сверло, не останавливая станок, и удаляют из канавок накопившуюся стружку. Протяженность сверла обязана соответствовать глубине сверления.
Получение глубоких отверстий обработкой спиральными сверлами снабжают следующие меры:
– предварительное засверливание (центрование отверстия твёрдым укороченным сверлом, которое разрешит направить более верно долгое сверло во время врезания в металл);
– сверление отверстия двумя сверлами — сперва маленьким, а после этого долгим; первое сверление на глубину до пяти диаметров сверла;
– использование направляющих кондукторных втулок;
– использование спиральных сверл с внутренним подводом охлаждающей жидкости.
Сверлить отверстия громадной глубины с двух сторон не рекомендуется.