Универсальные приспособления и принадлежности к сверлильным станкам
Приспособлениями для механической обработки деталей на металлорежущих станках именуют различные устройства и дополнительное оборудование, нужные для закрепления и установки обрабатываемой подробности.
В отличие от приспособлений устройства для закрепления и установки режущего инструмента в большинстве случаев именуют запасными инструментами. Приспособления, вспомогательный и режущий инструмент составляют технологическую оснастку станка.
Приспособления играются громадную роль в обеспечении обычного процесса обработки подробностей, в достижении высокой производительности и заданной точности.
Вспомогательный инструмент. Для крепления сверл, разверток, зенкеров и другого режущего инструмента в шпинделе сверлильного станка помогает вспомогательный инструмент, к которому относятся: переходные втулки, сверлильные патроны разных типов, оправки и т. д.
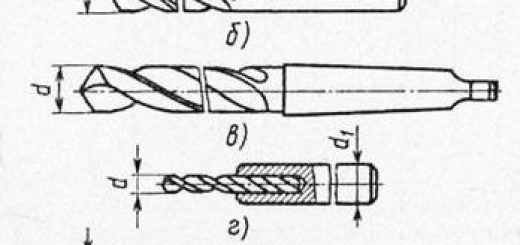
Переходные втулки используют для крепления режущего инструмента с коническим хвостовиком. внутренние поверхности и Наружные втулок изготовляются конусными, в большинстве случаев с конусом Морзе семи номеров— от № 0 до № 6. В случае если размер конуса хвостовика соответствует размеру конуса отверстия шпинделя станка, то режущий инструмент устанавливается хвостовиком конкретно в отверстие шпинделя (рис.
1,а). В случае если конус сверла меньше конического отверстия шпинделя станины, то на конусный хвостовик сверла надевают переходную втулку и совместно со сверлом вставляют в конусное гнездо шпинделя станка (рис.
1,б). В случае если одной втулки не хватает, используют пара переходных втулок, каковые вставляют одну в другую.
Сверлильные патроны применяют для крепления режущих инструментов с цилиндрическим хвостовиком диаметром до 15 мм. Сначала сверло либо второй инструмент устанавливается и крепится хвостовой -частью в патроне, после этого патрон устанавливается конусным хвостовиком в отверстие шпинделя станка (рис.
1,в).
В зависимости от устройства, назначения и принципа работы сверлильные патроны подразделяют на двух-кулачковые, трехкулачковые, цанговые, быстросменные и пр. Трехкулачковый патрон распространенной конструкции продемонстрирован на рис. 1, г.
Для крепления сверл малого диаметра с цилиндрическими хвостовиками довольно часто пользуются цанговыми патронами. В цанговом патроне (рис.
1,д) режущий инструмент зажимается в сменной конусной цанге при навинчивании гайки.
")
Рис. 1. Методы закрепления режущих патронов и инструментов в шпинделе станка
Быстросменные патроны (рис. 1, е) используют при последовательной обработке отверстий сверлом, зенкером, разверткой, в то время, когда требуется стремительная смена инструмента безостановочно станка.
Для смены инструмента кольцо поднимается вверх; наряду с этим шарики под действием центробежных сил расходятся и инструмент с втулкой вольно выходит из патрона. По окончании установки очередного инструмента кольцо опускается и собственными скосами принудительно заводит шарики в углубление втулки.
Шарики 2 удерживают инструмент от выпадания и в один момент передают ему упрочнение от шпинделя станка.
Приспособления для закрепления подробностей. Широкое использование при закреплении подробностей взяли разные зажимные устройства с винтовым зажимом: прихваты, призмы, и угольники и машинные тиски.
Применение ручных зажимов для закрепления подробностей требует больших затрат времени. Исходя из этого сейчас все большее распространение приобретают приспособления с ручными быстродействующими эксцентриковыми, клиновыми, рычажно-кулачковыми, и с быстродействующими механизированными зажимами механического, пневматического и гидравлического действия.
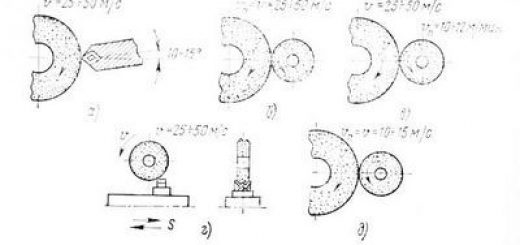
Рис. 2. Приемы закрепления подробностей при сверлении: а — на столе станка посредством прижимных планок с бортами; б — при помошн прижимной призмы и планки; в — посредством йривмы и хомутика; г — в тисках; д — на угольнике; е — в кондукторе
Винтовые машинные тиски обширно применяют в личном производстве. Они складываются из основания, подвижной и неподвижной губок, рукоятки и винта.
Подробность крепится между губками при повороте рукоятки, информирующей вращение винту.
Быстросменные машинные тиски с ры-чажно-кулачковым зажимом снабжают громадное упрочнение зажима и прочно удерживают обрабатываемую подробность при высоких режимах резания. Для крепления подробность устанавливают в тиски и вращением установочного винта подводят к ней подвижную губку, оставляя некий зазор.
После этого перемещением рукоятки в горизонтальное положение воздействуют на кулачок эксцентрикового валика; наряду с этим подвижная губка, делая роль рычага, на конец которого действует двойной кулачок, прижимает подробность к неподвижной губке.
Наладку тисков создают лишь при настройке для обработки первой подробности. Закрепление последующих подробностей достигается только перемещением рукоятки.
Тиски имеют комбинированный механизм зажима, снабжающий при упрочнении на рукоятке, равном 16 кг, силу зажима 900 кг.
Тиски изготовляют шести размеров: с шириной губок от 80 до 250 мм и громаднейшим расстоянием между ними от 100 до 300 мм. Существуют и другие конструкции машинных тисков с быстродействующим зажимом.
В серийном и массовом производстве для закрепления подробностей употребляются особые кондукторы, имеющие запрессованные закаленные направляющие втулки, каковые снабжают получение правильного размещения отверстий без предварительной их разметки. На рис.
2, е изображен кондуктор для сверления одного отверстия в подробности, расположенного параллельно опорной поверхности подробности. Кондуктор складывается из угольника, к которому при помощи шарнирно-рычажного зажима прижимается подробность, и кондукторной плиты с втулкой, расположенной на заданном расстоянии от служащей и базовой поверхности детали для направления инструмента.
При обработке отверстий на сверлильных станках используется много разнообразных кондукторов, различающихся по форме, устройству, весу и т. п.
К числу поворотных и мобильных приспособлений, применяемых на сверлильных станках, относятся поворотные стойки, поворотные и мобильные столы. Они используются для обработки отверстий в разных подробностях в большинстве случаев совместно со съемными рабочими приспособлениями — поворотными кондукторами для закрепления и установки обрабатываемой подробности и для направления режущего инструмента.
Поворотные приспособления, имеющие горизонтальную ось вращения делительной планшайбы, принято именовать поворотными стойками, а приспособления с вертикальной осью вращения — поворотными столами.
Поворотные стойки помогают для обработки отверстий, расположенных по окружности либо с различных сторон в подробностях типа втулок, дисков, колец, обойм и т. п.
Круглые поворотные столы используют для обработки отверстий, расположенных по окружности параллельно оси вращения в кольцах, дисках, фланцах и других аналогичных подробностях. Нормализованные столы допускают деление на 2, 3, 4, 6, 8 и 12 равных частей, и под углом 15 и 30°.
Такие столы находят особенно широкое использование при многопозиционной обработке отверстий на станках, оснащенных многошпиндельными головками, и на многошпиндельных сверлильных станках.