Зенкерование
Зенкерованием именуется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в подробностях, взятых литьем, ковкой либо штамповкой, либо предварительно просверленных с целью повышения диаметра.
")
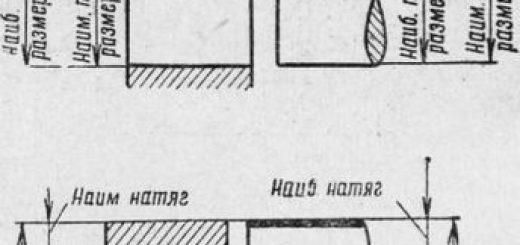
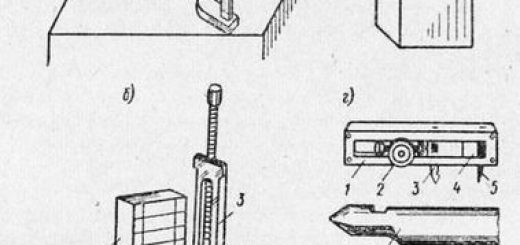
Рис. 1. Особенные случаи сверления: а — в пластмассе, б —в органическом стекле; в — циркульный резец
Рис. 2. Сверло-лопатка В. И. Красавцева
Зенкерование снабжает точность обработки отверстий в пределах 8 —13-го квалите-тов, шероховатость обработанной поверхности в пределах .4 —6-го классов.
Зенкерование — операция более производительная, чем сверление, поскольку при равных (приблизительно) скоростях резания подача при зенкеровании допускается в 2,5 — 3 раза больше, чем при сверлении.
Инструментом, которым делают зенкерование, есть зенкер, что, как и сверло, закрепляют в коническом отверстии шпинделя станка. Трудится зенкер равно как и сверло, совершая вращательное перемещение около оси, а поступательное — на протяжении оси отверстия.
По внешнему виду цельный зенкер напоминает сверло и складывается из тех же главных элементов, но имеет больше режущих кромок (3 — 4) и спиральных канавок.
Три-четыре режущие кромки лучше центрируют инструмент в отверстии, придают ему громадную жесткость, чем обеспечивается получение высокой точности.
Зенкер складывается из рабочей части, шейки, лапки и хвостовика.
Рабочая часть складывается из режущей (заборной) и калибрующей частей.
Рис. 3. Зенкер
Рис. 4. Геометрия зуба зенкера: а — трехперого, б — четырехперого; углы: а — задний, у — передний, ф — в плане, ш — наклона винтовой канавки, р — заострения
Рис. 5. Зенкеры: а — цельный с коническим хвостовиком, б — хвостовой с напаянными пластинками из жёстких сплавов, в — насадкой со вставными ножами, г — насадкой с напаянными пластинками, д — работа зенкером
Зенкерование есть или окончательной обработкой отверстия, или промежуточной операцией перед развертыванием отверстия, исходя из этого при зенкеровании оставляют еще маленькие припуски для окончательной отделки отверстия разверткой (равно как и по окончании талла, а направляющая часть помогает для направления зенкера в отверстии, для зачистки поверхности, для придания отверстию верной цилиндрической получения и формы верного размера отверстия.
Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание.
Зенкеры имеют переднюю поверхность, режущие кромки, сердцевину, заднюю поверхность, ленточки, и углы: а — задний, у — передний, р — в плане, ш — наклона винтовой канавки, величины которых определяют в зависимости от твердости металлов.
Зенкеры изготовляют из быстрорежущей стали двух типов: с коническим хвостовиком (зенкер № 1), насадные (зенкер № 2).
Цельные зенкеры с коническим хвостовиком и насадные зенкеры предназначаются для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий.
Цельные зенкеры с коническим хвостовиком (рис. 239, а) изготовляют диаметром от 10 до 40 мм и длиной рабочей части от 80 до 200 мм с числом зубьев 3.
Насадные зенкеры изготовляют диаметром от 32 до 80 мм и длиной от 10 до 18 мм с числом зубьев.
Для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в подробностях из чугуна и стали изготовляют цельные зенкеры с коническим хвостовиком и насадные, оснащенные пластинками из жёсткого сплава.
Помимо этого, изготовляют зенкеры насадные со вставными ножами (рис. 239, в), из быстрорежущей стали для предварительной (зенкер № 1) и окончательной (зенкер № 2) обработки отверстий в подробностях из стали и чугуна, и зенкеры со вставными ножами, оснащенными пластинками из жёсткого сплава (ВК6, ВК8, ВК6М, ВК8В, Т5К10, Т14К8, Т15К6), имеющие три-четыре ножа (клина) — цельные с коническим хвостовиком и четыре-шесть зубьев — насадные.
Зенкерование выполняется на сверлильных станках с подачей в зависимости от диаметра зенкера по чугуну от 0,20 до 0,35 мм на один зуб, а по стали 0,15 — 0,30 мм на один зуб и скоростью резания зенкерами с пластинками из ВК — 55 м/с, а с пластинками из ТК — 80 м/с. В качестве охлаждающей жидкости используют эмульсию.
Для зенкеров со вставными ножами из быстрорежущей стали подачу выбирабт от 0,20 до 0,26 мм на один зуб, скорость резания от 11,6 до 22,5 м/мин в зависимости от диаметра зенкера. В качестве охлаждающей жидкости используют 5% -ный (по массе) раствор эмульсии в воде.
Насадные зенкеры с напаянными пластинками из жёсткого сплава используют для развертывания отверстий диаметром от 34 до 80 мм. Они’изготовляются длиной от 40 до 65 мм с числом зубьев не меньше 4. Насадные зенкеры соединяют с оправкой посредством выступа на оправке и выреза на торце зенкера.
При зенкеровании отверстий обширно используют комбинированные инструменты, разрешающие совмещать зенкерование со сверлением.
Зенкеры изготовляют двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий.
При зенкеровании стружку удаляют сильной струей сжатого воздуха либо . воды либо перевертывая подробность, если она не тяжелая. При зенкеровании подробностей из стали, меди, латуни, дюралюминия используют охлаждение мыльной эмульсией.
Для получения верного и чистого отверстия припуски на диаметр под зенкерование должны составлять 0,05 (до 0,1 мм) от диаметра.