Инструменты для контроля прямолинейности и плоскостности
Для контроля плоскостности и прямолинейности используют поверочные линейки, плиты, плоские различные устройства и стеклянные пластины особого назначения.
Линейки.
Линейки типов ЛД, ЛТ и ЛЧ являются самый распространенными инструментами для контроля прямолинейности. Их именуют лекальными линейками. Они бывают с двусторонним скосом, трехгранные и четырехгранные.
Их изготовляют 0-го и 1-го классов точности из стали марки X либо ШХ15 и термически обрабатывают до твердости HRC 58.
При проверке измерительных инструментов используют линейки 0-го класса точности.
Прямолинейность поверхностей осуществляют контроль ли-неиками двумя методами: на просвет и на краску. При контроле на просвет линейку острым ребром наклады-ают на контролируемую поверхность, а источник света омещают позади.
При отсутствии отклонений от плоскостности и прямолинейности свет нигде не должен пробиваться. Линейное отклонение определяют на глаз либо методом сравнения с примером просвета.
Минимальная ширина щели, улавливаемая глазом, образовывает 3— 5 мкм.
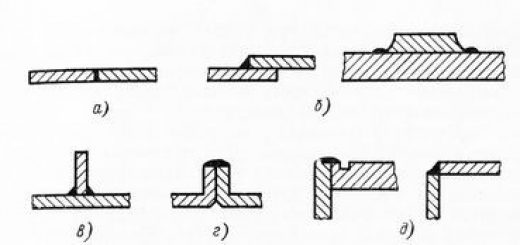
Примеры контроля обработанных поверхностей лекальными линейками продемонстрированы на рис. 1, а — д.
При контроле способом на краску на поверочную плиту либо линейку наносят узкий слой разведенной в масле лазури либо сажи, а после этого накладывают на окрашенную поверхность контролируемую поверхность и легко притирают к ней. Уровень качества поверхности оценивают по их нанесения числу и равномерности пятен на площади размером 25X25 мм в нескольких местах.
Отличие числом пятен на соседних площадках должна быть не более двух-трех.
")
Рис. 1. Примеры контроля линейками.
Линейки типов ШП, ШД, ШМ и УТ с широкой рабочей плоскостью используют для плоскостности деталей и контроля прямолинейности громадного размера (400 мм и более). Их именуют поверочными линейками.
Линейки ШП и ШД 0-го, 1-го и 2-го классов точности изготовляют из стали марки У7 с твердостью рабочей поверхности HRC50. Они блужат для контроля прямолинейности способом на просвет либо посредством Щупа.
Линейки типов ШМ и УТ тех же классов точности делают из серого чугуна СЧ18-36 либо из высокопрочного ВЧ45-5 твердостью НВ 170…229. Предназначены они для контроля способом на краску.
Поверочные плиты используют для проверки плоскостности способом на краску и для применения в качестве запасного приспособления при разных контрольных операциях.
Поверочные плиты изготовляют пяти классов точности: 01-го, 0-го, 1-го, 2-го и 3-го. Рабочие поверхности плит для контроля способом на краску должны быть шаброваны и различаться правильной плоскостностью, что достигается шабрением способом трех плит.
Поверочные плиты, предназначенные для иных целей, смогут быть отшлифованы либо притерты. Разметочные плиты смогут быть изготовлены чистовым строганием.
Их рабочая поверхность возможно поделена на прямоугольники поверхностными продольными и поперечными канавками.
Рис. 2. Проверочные плиты.
При качества рабочих и контроль плоскостности поверхностей шаброванных плит способом на краску число пятен в квадрате со стороной 25 мм должно быть: для плит классов 01 и 0 — не меньше 30, класса 1 — не меньше 25 и класса 2 — не меньше 20.
Изготовляют плиты размерами от 250X250 мм до 4000X1600 мм из серого перлитного чугуна СЧ28-52 без пористости и твёрдых включений. Твердость рабочей поверхности должна быть равна НВ 200…220.
При контроле способом на краску на рабочую поверхность плиты накладывают плиту (либо подробность) с контролируемой поверхностью и легко притирают. прямолинейность и Плоскостность оценивают по их нанесения числу и равномерности пятен на площади 25?25 мм в нескольких местах.
Плоские стеклянные пластины. Для измерения концевых мер длины и для контроля притираемости и плоскостности их измерительных поверхностей, и поверхностей калибров и других инструментов используют плоские стеклянные пластины.
В зависимости от назначения различают два типа пластин: – нижние (опорные), к каким притираются плоскопараллельные концевые меры длины при измерении их интерференционным способом. Эти пластины помогают кроме этого для проверки притираемости и плоскостности измерительных поверхностей концевых мер, калибров и других инструментов.
Они выпускаются диаметром 60, 80, 100, 120 мм и толщиной 20, 25 и 30 мм; – верхние для измерения плоскопараллельных концевых мер длины интерференционным способом.
Рис. 3. Плоские стеклянные пластинки.
Отклонения от плоскостности рабочих поверхностей не должны быть больше 0,03—0,05 мкм для пластин 1-го и 0,1 мкм для пластин 2-го классов точности.
В соответствий со стандартом промышленность производит плоскопараллельные наборы и стеклянные пластины из них для проверки интерференционным способом взаимной параллельности и плоскостности измерительных рычажных скоб и поверхностей микрометров. Комплекты складываются из четырех пластин диаметром 30, 40 и 50 мм.
По толщине пластины отличаются приятель ог Приятеля на 0,125 мм. Так, в комплекте № 1 разряда 1 пластины имеют следующие размеры: 15,00; 15,12; 15,25 и 15,37 мм.
Сущность интерференционного способа контроля содержится в следующем. На контролируемую поверхность хорошо накладывают плоскую стеклянную пластину и после этого легко приподнимают один ее край до образования угла менее Г. Между пластиной и контролируемой поверхностью создается узкая воздушная прослойка в форме клина.
В случае если на стеклянную пластину направить пучок световых лучей, то любой луч, пройдя через пластину, отразится от ее нижней плоскости FH в точке А, а часть их преломится и упадет на контролируемую поверхность, отразится от нее и, преломившись в точке Ь, выйдет из клина. Луч, к примеру, будет интерферировать с лучом, падающим в точку С. На поверхности будет наблюдаться последовательность интерференционных полос.
При дневном свете они окрашены в разные цвета, а вдруг пользоваться однородным светом, пропуская его через зеленый либо желтый светофильтр, то будет наблюдаться чередование тёмных полос с полосами, ярко окрашенными в ка-кой-либо определенный цвет.
Интерференционные полосы находятся так, что на протяжении каждой из них расстояние от поверхности пластины до контролируемой поверхности будет однообразным. Расстояние между двумя полосами соответствует трансформации толщины воздушного клина на 0,25 мкм.
Следовательно, изменение толщины воздушного клина между контролируемой поверхностью и пластиной на 1 мкм соответствует появлению четырех полос.
В тех случаях, в то время, когда контролируемая поверхность представляет собой правильную плоскость (отклонение от плоскопараллельности около 0,25 мкм), в месте соприкосновения двух поверхностей замечаемые полосы будут прямыми и параллельными. В тех же случаях, в то время, когда контролируемая поверхность доведена до точности стеклянной пластины, интерференционные полосы провалятся сквозь землю и будет наблюдаться равномерная окраска одного цвета.
При контроле поверхностей, изготовленных с отклонениями, отмечается искривление интерференционных полос. По характеру их искривления возможно делать выводы о выпуклости либо вогнутости поверхности и легко выяснить величину этого отступления от плоскостности.
Рис. 4. Сущность интерференционного способа контроля.
Две контролируемые поверхности, имеющие вогнутость и выпуклость, продемонстрированы на рис. 4,б.
Дабы установить, имеется ли на поверхности выпуклость либо вогнутость, необходимо выяснить положение клина, а расширение его направлено в ту сторону, куда двигаются полосы при легком нажиме на стеклянную пластину. В случае если в сторону расширения клина направлена” выпуклость интерференционных полос, то поверхность выпуклая, в случае если же — вогнутость, то поверхность вогнутая.
Величину искривления возможно выяснить следующим образом. В случае если в мыслях совершить прямую, касающуюся полосы в середине, то возможно заметить, что края полосы смещены относительно середины на одну полосу, т. е. расстояние между поверхностями пластины и детали изменяется на 0,25 мкм.
Следовательно, величина выпуклости образовывает 0,25 мкм. Из рис.
4, в видно, что контролируемая поверхность имеет вогнутость в полполосы, т. е. 0,125 мкм.
Интерференционный метод используется для контроля поверхностей размерами до 100X100 мм.